铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
冶金工业是重要的原资料工业部门,也是经济开展的物质根底。冶金工业产品繁多,其工业废水排放量大、成分复杂,重金属离子、盐分等含量高,不只是污染环境的主要废水之一,还是水处置范畴全球性难题。因而,讨论关于冶金废水的处置显得尤为重要。目前液膜别离技术在冶金废水处置中的研讨开展疾速,为此,本文主要讨论液膜萃取法处置冶金工业废水氨氮的研讨。
1、液膜别离技术及其在工业废水处理中的应用
1.1 液膜别离技术
液膜别离技术是20世纪60年代问世的一种新型膜别离技术。液膜别离的本质是经过所谓的“离子泵”效应,浓缩废水中的阴阳离子,以提取相应的元素。目前,液膜别离传质过程分为化学反响促进和载体促进两种。其中,化学反响促进又叫促进输送,无载体液膜传质别离,或是Ⅰ型促进迁移,其机理为应用一个选择性不可逆反响,从而使封锁相中的浸透物的浓度本质上为0;无载体液膜的别离机理主要有选择性浸透、化学反响和吸附等。载体促进又叫载体输送,有载体液膜传质别离,或是Ⅱ型促进迁移,其机理为应用一个活动选择性可逆反响,从而增大膜内浓度梯度,进而提升输送效果,到达有选择性的物质别离的目的;载体促进分为离子型和非离子型,主要有逆向迁移和同向迁移两种。
1.2 液膜别离技术优点及其应用
液膜过程与溶剂萃取具有许多类似之处,不同的是,液膜过程突破了溶剂萃取所固有的化学均衡,其萃取与反萃取分别同时发作在膜的两侧界面,是一种“内耦合”方式和非均衡传质过程。也正因如此,液膜过程具有如下优点:传质动力大,所需别离级数少;试剂耗费量少;选择性好;传质速率高;“上坡”效应或者溶质“逆浓度梯度”的效应,使其在从稀溶液中提取与浓缩溶质方面具有优势。
目前,液膜技术在生物医药、化工生产、湿法冶金、稀有金属的提取,特别在废水处置等方面应用普遍。其中,在废水处置中的应用包括含金属离子废水的处置、含弱酸离子及有机质废水的处置、氨氮的处置等。能够说,液膜别离技术在处置冶金工业废水范畴发挥着越来越重要的作用。
2、液膜萃取法处置冶金氨氮废水的实验研讨
2.1 处置机理
氨态氮(NH3-N)易溶于膜相中,可与膜内相中的酸发作摆脱反响:NH3+H+→NH4+,加之由于膜内外两侧氨的浓度不同,推进反响不时实施,从而将反响得到的不溶于油相而稳定在膜内相中的NH4+去除,到达别离氨氮的目的。
2.2 实验局部
2.2.1 资料、试剂及仪器
1)实验资料:某亚镍厂生产废水。
2)主要试剂:浓硫酸、氢氧化钠,剖析纯;外表活性剂(四种)、煤油,市售工业品;膜加强剂石蜡,剖析纯等。
3)主要仪器:FG-1型大功率晶体管高压发作器;可调高速制乳器;JB90-D型大功率晶体管高压发作器等。
2.2.2 操作过程
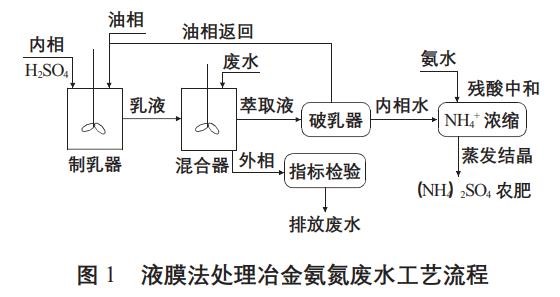
整个实验操作过程包括乳液的制备、废水处置、破乳及重新制乳。根本工艺流程见图1。
2.2.3剖析办法
氨氮的含量用简易法测得,废水中的氨氮去除用去除率表示。由于乳化液膜内外水相中的离子浓度不相等,会产生液膜溶胀现象,降低萃取效率,因而,可计算溶胀率。
2.2.4 结果与讨论
2.2.4.1 膜相体系的选择
实验结果显现,ME、环烷酸环醇酞胺、聚异丁烯胺及Span-80四类外表活性剂的溶胀率分别为12%、34%、49%及41%,氨氮去除率分别为94.2%、54%、38%及74%,标明ME是处置氨氮废水效果较好的外表活性剂,可做选用。而且,外表活性剂ME的用量对氨氮处置效果的影响呈“凸”形抛物线方式,当ME质量分数在3%时,氨氮去除率最高,在2%~4%时,去除率相对较高。可能是由于,当外表活性剂浓度较低时,构成的液膜较薄,膜的稳定性差,易破;反之,膜有较好的稳定性,而且破乳艰难,有助于提升氨氮去除率。因而,本实验后期用ME浓度要控制在2%~4%。
2.2.4.2 工艺条件的探究
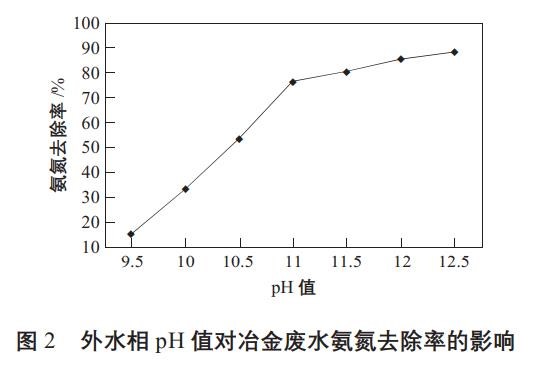
1)pH值的影响。
实验结果显现,随着外向水pH值的升高,废水氨氮的去除率不时上升。详细的,当pH值在10~11之间时,随着外向水pH值的升高,废水氨氮的去除率上升较快,之后,则上升较慢,如图2所示。可能由于在近中性废水中,废水存在如下均衡:NH3+H2O←→NH4++OH-,当pH值大于11时,均衡左移,有利于液膜对氨的萃取。当pH值太大时,固然对氨氮去除率更高,但思索到经济状况及处置后的废水pH值不契合排放规范,故pH值选择11~12,此时氨氮去除率为75%~85%。
2)H2SO4浓度的影响。
冶金工业废水的处置必需坚持一定的酸浓度才干保证氨的摆脱,本实验采用H2SO4来调理酸度,其原理为H2SO4与NH3生成不溶于膜相的硫酸氨,使外相氨不时进入内相,以到达去除氨的目的。本实验主要调查了质量分数分别为5%、10%、15%及20%的硫酸浓度,结果显现,随着硫酸浓度的增大,氨的去除率有所提升,在硫酸浓度为10%时,氨的去除率可达94%,思索到酸度太强对设备的腐蚀及综合经济效益,宜选择H2SO4质量分数为10%。
3)油内比及乳水比的影响。
油内比是影响膜稳定性的重要要素,实验结果标明,油内比为1∶1最适宜,过小氨氮去除率降落,过大则传质速率减慢,且不易破乳。乳水比是影响冶金废水氨氮去除率的另一重要要素,实验结果标明,随着乳水比的不时减小,其对氨氮处置效果的影响也呈“凸”形抛物线方式,选用乳水比为1∶8时,既有较好的去除率,又可节约本钱。
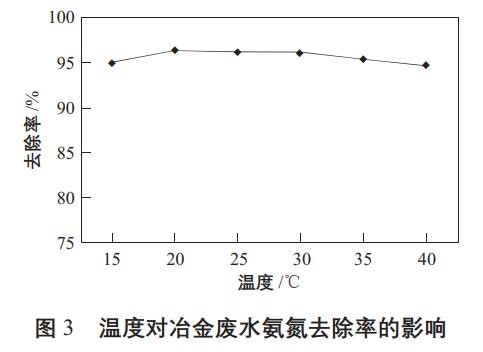
4)温度的影响(见图3)。
本实验结果显现,在温度为15~40℃之间,随着温度的变化,冶金废水氨氮的去除率皆坚持在95%左右,变化不大,因而,本实验中所用液膜可在室温下运用。
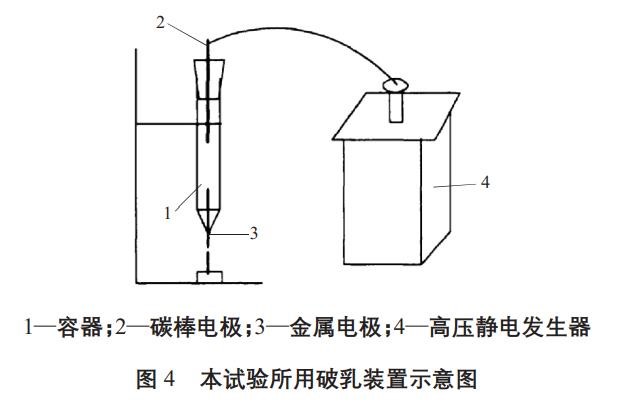
2.2.4.3 破乳办法的选择
破乳是液膜萃取中的关键步骤,目前乳液的破乳办法主要有化学破乳法、离心破乳法、加热破乳法及高压静电破乳法四种。本实验结果标明,高压静电破乳为较理想的办法,与大多研讨结果分歧。本实验破乳安装表示图如下页图4所示。
3、结语
冶金工业是重要的原资料工业部门,也是经济开展的物质根底。但是,冶金工业废水排放量大、成分复杂,是污染环境的主要废水之一和水处置范畴全球性难题。依据以上探索的条件,在最佳配方配制及最佳实验条件下,经过二级处置,某亚镍厂废水中的氨氮去除率较高,氨氮含量可到达国度一级排放规范。