欢迎访问江苏铭盛环境设备工程有限公司官方网站!
网站地图
污水处理
联系我们
全国服务热线:
15896468025
网站首页
工业废水处理
新闻中心
工程案例
设备产品
企业介绍
联系我们
当前位置:
主页
>
新闻中心
>
行业资讯
>
公司新闻
分享至:
高浓度化工废液SCWO工艺 晋中废水处理公司
更新日期:2022-03-10 13:52
铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
液体推进剂是液体火箭发起机的工作能源,是航空航天开展的关键物质根底,是目前我国航天发射运用量最大的推进剂。偏二甲肼(UDMH)/四氧化二氮(N2O4)双组元液体推进剂具有能量高、比冲大、可常温贮存等特性,是我国航天发射场的主要液体推进剂,但是偏二甲肼推进剂具有致癌、致畸、致突变作用,对环境污染较大。随着我国环境污染物排放规范的不时提升,推进剂偏二甲肼生产厂家由于生产过程污染物不满足排放请求面临停产的要挟,直接影响到航天发射实验任务的施行,因而展开了高浓度偏二甲肼废液的无害化处置技术研讨。
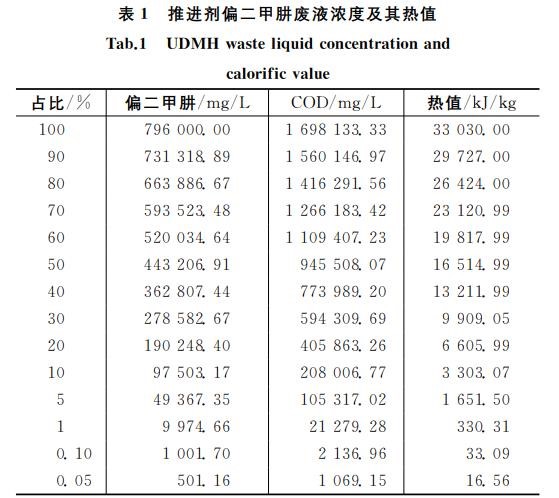
推进剂在生产和运用过程中会产生不同浓度的废液,生产过程中产生的废液来自于精馏塔残液,废液中各种污染物成分复杂,其中偏二甲肼约占10%(质量比);航天发射运用过程中产生的废液主要来自于推进剂取样化验等过程,废液成分主要为偏二甲肼。偏二甲肼在环境空气中会与氧气发作迟缓氧化反响,生成偏腙、四甲基四氮烯、氨、二甲胺等中间产物,局部中间产物毒性更大。为了便于展开实验研讨,计算了不同浓度偏二甲肼废液COD和热值,计算结果如表1所示。
不同浓度推进剂偏二甲肼废液可采用相应的处置办法,产生于取样化验环节的浓度接近纯偏二甲肼液体通常须实施资源回收应用,经过精馏纯化后再用;热值较高的废液可采用可控熄灭技术实施处置,通常以为有机废液的热值≤3300kJ/kg时,缺乏以满足本身蒸发所需热量,熄灭过程需求的辅助燃料耗费较大,采用熄灭法处置不经济。由表1可知当偏二甲肼废液热值≥3303.07kJ/kg时,其COD≥208006.77mg/L,溶液偏二甲肼含量≥10%,可采用可控熄灭处置技术实施无害化处置。通常将偏二甲肼废液浓度≤0.05%、对应COD≤1069.15mg/L的液体视作废水,可采用臭氧—紫外光氧化技术实施无害化处置。介于0.05%~10%的高浓度偏二甲肼废液目前无专用途理技术。
超临界水氧化技术(supercriticalwateroxidation,SCWO)是应用水的超临界态(TC=374.15℃、PC=22.13MPa)特性,投加一定的氧化剂(氧气、空气或H2O2),使水中有机物和氧化剂在超临界水均相体系中发作高效氧化反响去除有机物的一种办法。该办法是一种净化效率高、反响速率快、合成彻底、无二次污染的处置技术,是极具潜力的绿色水处置技术。
在前期研讨根底上,应用自行设计加工的超临界水氧化设备,展开了高浓度偏二甲肼废液近临界水处置考证实验研讨,控制近临界水氧化条件为:高于水的临界温度、低于水的临界压力,较低的运转压力能够提升系统平安性,俭省设备本钱。采用近临界条件氧化偏二甲肼废液化学反响方程式如式(1)所示:
1、实验过程
1.1 实验设备
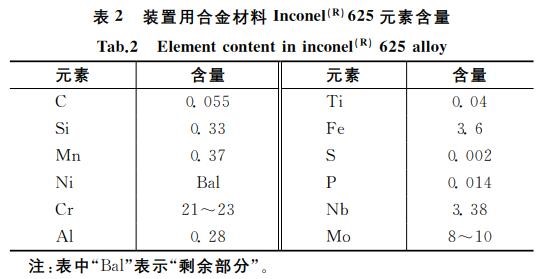
设计加工了一体化连续流超临界水氧化反响设备2套,设计范围分别为2L/h和25L/h,设备设计的最高温度为600℃,最大压力为26MPa。反响设备材质为Inconel(R)625,该合金是钼、铌为主要强化元素的强化型镍基变形高温合金资料,具有良好的抗腐蚀和耐氧化性能,从低温到980℃均具有良好的拉伸性能和耐疲倦性能,能够耐盐雾条件下的应力腐蚀。合金资料的详细成分含量如表2所示。
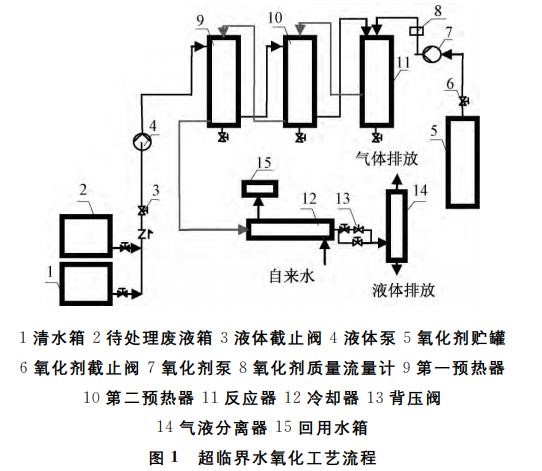
工艺流程如图1所示。
工艺处置系统由供料系统、预热系统、氧化剂供应系统、反响系统、冷却系统和汽液别离系统6局部组成。
供料系统由清水箱、废液箱和液体泵组成,向系统提供清水和待处置的偏二甲肼废液,液体泵保证系统的压力满足超临界压力和近临界压力请求;预热系统由第一预热器和第二预热器组成,将供料系统提供的清水或待处置废液加热至预定值,偏二甲肼废液经过两级预热器加热后控制废液温度为380~400℃;氧化剂供应系统由氧化剂贮罐(氧气钢瓶)、氧化剂泵和质量流量计组成,此过程采用的氧化剂为工业氧气,采用氧化剂泵可将氧气参加反响器内,流量计能够显现过程所用氧气的瞬时流量和累计流量,经过氧化剂泵控制氧气的投加量,使其满足预定的投加比;反响系统包括反响器及其加热设备,待处置偏二甲肼废液和氧气在反响器内完成高温高压反响,废液反响后变为无机小分子物质,完成无害化,反响器的加热设备保证反响器内维持预定的温度;冷却系统包含冷却器及冷却介质供应设备,在反响器内完成化学反响后的产物经过冷却系统变为常温液体,冷却介质选用自来水,冷却自来水能够循环运用,反复应用;汽液别离系统将冷却器排出的液体别离为常压气体和常压液体,常压气体达标排放,常压液体取样后实施实验室剖析化验,达标后排放。
一体化连续流实验设备设计了多级平安维护系统,在第一预热器、第二预热器、反响器等设备上设置了在线温度、压力传感器,当温度和压力呈现异常时能够自动调控和报警,系统设置了平安阀,起到双重维护的作用。
1.2 实验过程
前期在中北大学间歇反响釜中实施了间歇流实验,初步探究了近临界水氧化高浓度偏二甲肼废液的可行性及反响条件,该实验在连续流反响设备上进一步确认反响条件。实验分小型实验和中型实验,实验废液取自某发射基地,废液接近纯液,并依照需求实施稀释。实验过程所用氧化剂为工业氧气,氧气的投加比是指实践投加氧气量与废液的理论需氧量的比值,依据前期实验结果,通常控制氧气投加比为1.2∶1~2∶1。
实验过程:将待处置废液置于废液箱中,清水箱中注入自来水,关闭背压阀和氧化剂系统,开启液体泵,向系统注满清水,同时开启第一预热器、第二预热器、反响器的加热系统,待系统温度和压力上升至预定值时,关闭清水截止阀,开启废液截止阀,开启背压阀,开启氧化剂贮罐截止阀、氧化剂泵,调理氧化剂质量流量计,控制氧化剂流量在设定的范围,坚持系统在预定的温度和压力范围内运转,处置后的气液混合物经过冷却器冷却后,进入气液别离器,完成气体和液体的别离,取液体样品实施检测。
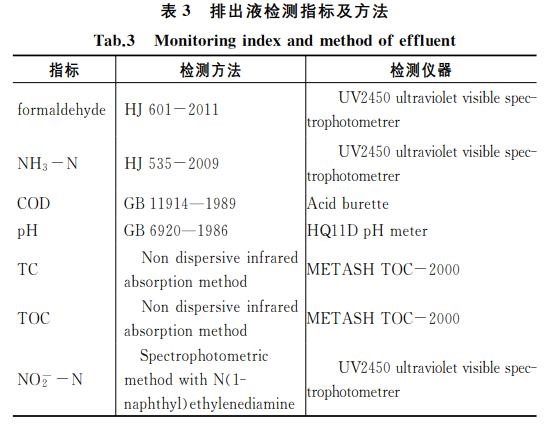
依据实验进程,在系统稳定运转后,每距离一定时间取排出液体50~100mL,所取水样检测指标为:COD、pH、氨氮、甲醛、苯胺、硝酸盐氮,检测办法和所用仪器如表3所示。
1.3反响器停留时间
依据M.Victor等研讨结果,停留时间能够由式(2)计算:
式中t———液体停留时间,s;
V0———反响器的有效容积,L;
F———实验过程或处置废液时的液体流速,L/s;
ρr———超临界或近临界条件下的水的密度,g/cm3;
ρ0———常温常压条件下的水的密度,1g/cm3。
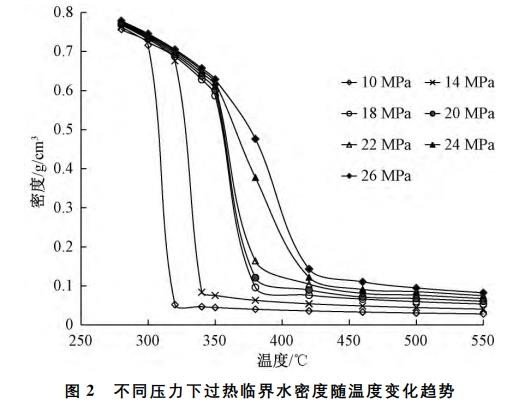
依据水的过热蒸汽数据,绘制了不同压力条件下过热水的密度随温度变化曲线,如图2所示,从图中能够看出不同压力下水在300~420℃区域密度变化较大,因而采用近临界水氧化技术处置有机废液时应避开密度变化较大的区域。依据前期屡次间歇实验结果,处置偏二甲肼高浓度废液的压力在18~22MPa、温度在480℃以上时效果较好,本次连续流实验控制运转条件在此范围。
依照20MPa、550℃条件下水的密度为0.0605g/cm3计算,2L/h反响器的有效容积为1.5L,其停留时间为163s;25L/h反响器的有效容积为8L,停留时间为70s。
2、结果与讨论
2.1 小型实验
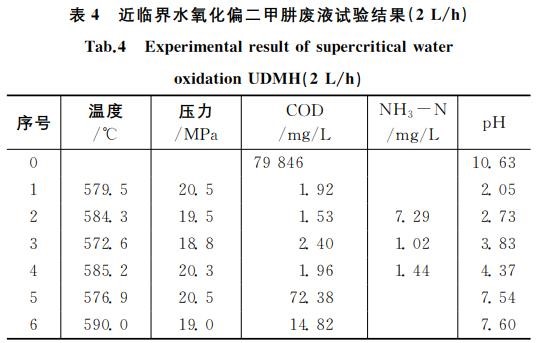
每升水中参加50mL偏二甲肼废液配制成待处置废液,在2L/h的实验设备上实施了小型实验,控制系统的温度在480℃以上,压力在18~22MPa,反响器中氧气的投加比为1.2∶1,连续实验中在处置后的液体排放口定期取样实施实验室剖析检测,取进料待处置废液同时实施剖析检测,结果如表4所示。
由表4结果可知在原废液COD为79846mg/L时,氧气投加比为1.2∶1,停留时间为163s时,经过近临界压力条件氧化后出水的COD和氨氮值达标,标明在实验条件下能够使高浓度偏二甲肼废液完成无害化达标排放。
2.2 中型实验
为了进一步考证实验设备放大后的有机
工业废水处理
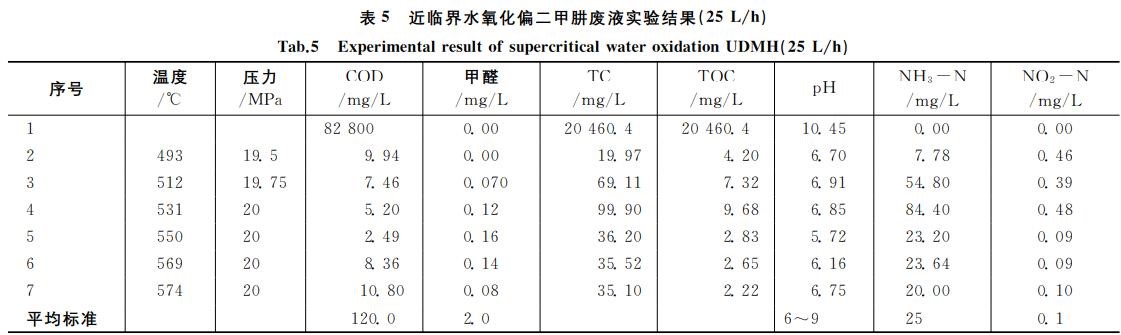
效果,在小型实验根底上,进一步在25L/h的中型实验设备上实施了放大范围实验,实验条件根本与小型实验分歧,反响器中氧气的投加比为1.3∶1~1.5∶1,原始废液浓度约5%,稳定运转后取样剖析结果如表5所示。
剖析表5结果可知,高浓度废液COD高达82800mg/L时,控制氧化压力处于近临界区域20MPa、温度为550~570℃时,处置后排出液各项指标均能满足《肼类燃料和硝基氧化剂污水处置及排放请求》(GJB3485A-2011)的规范。
2L/h小型反响器停留时间为163s,25L/h反响器的停留时间为70s,不同反响时间排放液体中COD去除率高于99.98%,COD低于规范120mg/L。
总碳(TC)、总有机碳(TOC)去除率均高于99.5%,在实验压力和温度范围内,排出液TC、TOC的浓度很低,阐明偏二甲肼中的碳元素根本转化为无机碳,依据文献研讨结果,有机物被超临界水氧化降解过程中,碳元素的主要降解产物为CO和CO2,随着温度的升高,C的氧化水平加深,不完整氧化产物CO逐步变为CO2,因而超临界水氧化处置偏二甲肼废液时,碳元素主要以C02方式排入大气。
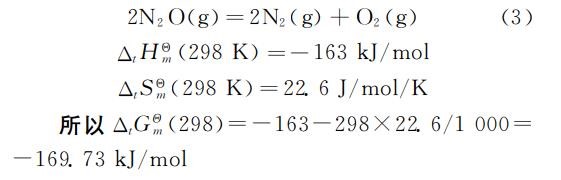
研讨标明超临界水氧化含氮有机物时氮元素主要以N2和少量N2O气体排放[9],N(-III)被氧化,而N(+V)作为主要氧化剂被复原,N2O是NH3继续氧化的产物,NH3的氧化活化能为156.8kJ/mol。反响条件在400℃以下,主要生成物为NH3或NH+4,随着温度升高,N2比例增加,在较高的温度下,560~670℃时更有利于生成N2O、而不是NH3。实验中当温度到达550℃以上时,排出液中氨氮随温度升高逐步降低,排出液中亚硝酸盐氮的浓度随温度变化不大,本实验结果与上述研讨报道结果相吻合,氨氮浓度随温度升高,有小幅度升高后逐步降低趋于平缓,亚硝酸盐浓度在反响过程不断较低。依据式(3)热力学计算可知,N2O能够反响生成N2,常温下其化学反响吉布斯自在能为负数,反响在常温能够自发实施,所以偏二甲肼废液在反响条件下氮元素主要以氮气方式排放,550℃以上时排出液中氨氮、亚硝酸盐氮浓度低于排放规范25mg/L、0.1mg/L,能够完成达标排放。
采用臭氧紫外光氧化或双氧水氧化推进剂偏二甲肼废液易产生亚硝基二甲胺(NDMA)和甲醛毒性物质,本实验屡次排出液中未检测出NDMA,稳定运转过程甲醛含量低于规范2.0mg/L,完成了偏二甲肼废液处置的无害化。
2.3 技术经济剖析
采用近临界水处置偏二甲肼废液比超临界水氧化技术具有一定的经济优势,主要表现在设备造价和运转费用。
(1)设备造价。
依据《固定式压力容器平安技术监察规程》(TSGR0004-2009)中关于压力容器等级划分规范,运转在10~100MPa范围的压力容器属于高压容器范畴,偏二甲肼废液的近临界水氧化处置设备属于高压反响器;依据《压力容器》(GB150.1~150.4-2011),当pc≤0.4[σ]tφ时,压力容器设计计算壁厚公式如式(4)所示:
式中δ———反响器计算壁厚,mm;
pc———计算压力,MPa;
Di———反响器内径,mm;
σ———实验温度许用压力,MPa;
[σ]t———设计温度许用压力,MPa;
t———设计温度,℃;
φ———焊接接头系数,通常取1.0。
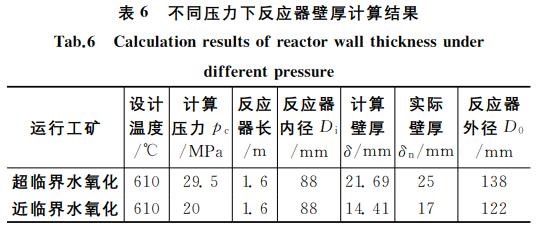
该反响系统运转温度通常为550~570℃,依照最高运转温度不超越610℃设计计算,依据《压力容器》规则,计算此温度下的设计温度许用压力[σ]t为74.6MPa,实验处置高浓度有机废液时超临界水氧化运转压力通常为22.5~29.5MPa,本研讨中运转压力通常为18~21MPa,均契合上述公式运用条件。依照反响器长1.6m、内经Di为88mm时,计算结果如表6所示。
近临界水氧化设备造价比超临界水氧化设备造价有一定的降低,主要从3个方面表现:①由表6计算结果可知,当反响压力从29.5MPa降低到近临界水氧化的21MPa时,反响器的壁厚减薄至原来的68%(通常至少能够减薄80%),反响器外径减少为原来的88%,反响器是系统的中心单元,依据设计加工经历反响器单元的造价占系统总造价的50%~70%,系统运转压力降低后,预热器和冷却器壁厚均降低,从而能够俭省设备用材;②反响压力降低后能够削弱对系统的腐蚀,使设计中反响器、预热器、冷却器的腐蚀裕量减小,从而能够俭省设备用材;③管道、阀门、压力和温度监控仪的工作压力降落,也能够降低设备选型造价。因而设备系统综合造价能够降低约20%。
(2)运转费用。
降低工作压力后,系统的废液泵和氧化剂泵的额定功率降落,能够减小运转费用和能耗。采用较低压力的近临界水氧化运转条件能够减小反响器的投资,减缓反响器的腐蚀,俭省运转能耗,依据实验室多套反响器的设计和运转经历预算,采用近临界低压反响器比超临界水氧化反响器俭省投资约20%。
3、结论
(1)在实验室前期间歇实验根底上,采用连续流氧化设备实施了考证确认实验,为了完成排出液中氨氮指标达标,近临界水氧化高浓度偏二甲肼废液的工艺条件为T=550~570℃,P=20MPa,氧气投加比为1.2∶1~1.5∶1,连续流实验结果标明:原液COD为82800mg/L时,降解后COD去除率大于99.98%、TC、TOC去除率均大于99.5%,甲醛、亚硝酸盐氮、氨氮等多项指标满足排放规范请求。
(2)偏二甲肼中碳元素主要转化为CO2,氮元素主要转化为N2,防止了亚硝基二甲胺(NDMA)和甲醛毒性物质的生成,完成了废液无害化和无机化。
(3)低于水的临界压力条件下运转,可提升废液处置过程运转平安性,降低反响器的设计壁厚,降低设备投资和运转本钱。该研讨为偏二甲肼废液的无害化处置工程应用奠定了根底,可推行应用于偏二甲肼生产和运用过程产生的废液处置中,能够处理生产企业污染物排放不达标造成停产的难题。
上一篇:
难生物降解有机废水常采用的预处理技术知识汇
下一篇:
UASB-A/O工艺在印染废水处理中的应用案例分析 金
友情链接:
无锡污水处理
无锡废水处理
工业污水处理
工业废水处理
备案号:
苏ICP备20014966号-2