铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
1、工程概略
电镀废水成分复杂,其中常常含有大量镍、铬、铜等重金属,处置问题不断是环保行业的一大难题。某污水处置公司,接纳的污水主要来自苏州某电镀园区,原设计水量为2000m3/d,主要为4种废水,其中含镍废水20%,含铬废水20%,含铜废水10%,综合废水50%。目前每天收纳废水总量约为1200m3/d,主要有含铬废水、含铜废水、综合废水、含镍废水等。
原有工艺处置系统采用重金属加药处置-CASS生化系统混凝沉淀-过滤系统组合工艺,于2012年投入调试运转,但系统不稳定,针对《电镀污染物排放规范》(GB1900-2008)中表3的请求,目前污水厂运转过程中第一类污染物检测口总镍等未能到达排放请求,总排口的总镍、氨氮、总磷、CODcr未能到达排放请求。突出表如今生化系统不起作用,对CODcr和氨氮的去除率很低,普通都低于20%。依据前期调研得知其缘由主要如下:一是前期处置重金属的过程中,投加的各类盐较多,加上废水中现有可能存在的盐分造成废水盐分含量过高,二是废水中残留的重金属对微生物存在毒害作用。
纳米铁技术是近年来开展的一种新技术,基于铁单质对绝大多数重金属离子具有良好的复原特性,将铁单质加工为纳米粒径级别的铁粉,高达10000倍以上的体外表积比极大的提升了吸附及复原反响的速度,同时铁单质很高的密度也使得反响后的固液分离很容易完成,从而大大减少了沉淀反响时间和污泥体积,因而该技术用于电镀工业废水处理得到了越来越多的注重。
针对废水处置工艺系统运转中存在的问题,经过小试实验,肯定在废水处置系统采用纳米铁技术,对原有重金属处置段实施改良,运用纳米铁药剂取代重捕剂。经过近1年的运转标明,该技术较好的处理了原有运转过程中呈现的重金属处置段第一类污染物检测口总镍等不达标的问题,生化段也得以稳定运转正常,总排口的总镍、氨氮、总磷、CODcr能到达排放请求。
2、废水水质
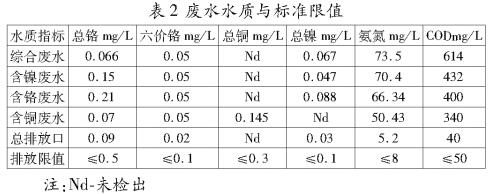
该电镀园区排出废水能够分为4股类型,在2014年5月至7月3个月间监测的生产废水水质及处置请求排放规范限值如下表1所示。

3、废水处置工艺
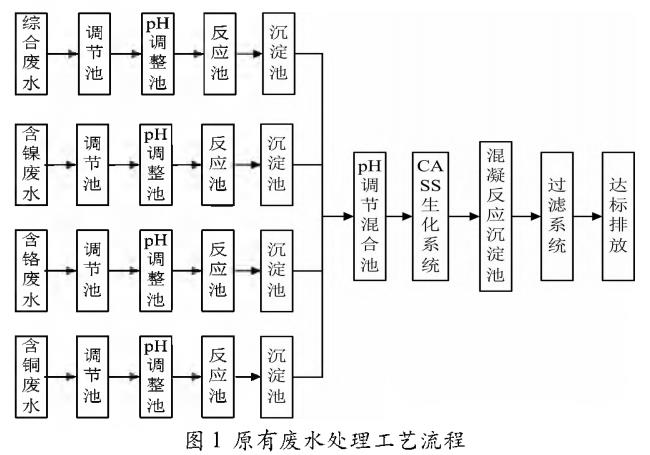
3.1 废水处置工艺流程
本次改造对原工艺流程不做改动,仅在重金属处置段采用纳米铁药剂交换原有重捕剂,因而工艺流程参见上图1。
3.2 主要构筑物及运转参数
3.2.1 调理池,pH调整池,反响池,沉淀池
重金属处置阶段主要作用是去除重金属,使废水各项重金属指标在进入生化系统前到达排放请求。在现有的调理池内加酸、碱、焦亚硫酸钠(含铬废水处置线),以确保进入处置系统的废水pH稳定在6~9之间。在现有的初沉池反响区投加纳米铁药剂以及次氯酸钠,现有初沉池沉降区用于固液别离,污泥进入现有的初沉污泥池,加药反响局部投加次氯酸钠(综合废水处置线、含镍废水处置线)、纳米铁和PAM,沉淀局部用于固液别离,污泥进入现有的物化污泥过渡池。各池体积如下:
3.2.2 CASS生化系统
主要运转控制参数:MOS的质量浓度为3000~4500mg/L,DO的质量浓度为2.0~3.0mg/L,pH值为6.5~7.5%,m(CODCr):m(N):m(P)=200:5:1,污泥经二沉池与水别离后回流至好氧池,过剩的污泥进入污泥处置单元。
3.2.3 混凝反响沉淀池
絮凝沉淀池由反响池和沉淀池组成。二沉池出水在反响池添加PAC、PAM,生成脱稳矾花,然后在沉淀池内用蜂窝斜管加速污泥沉降,完成污泥别离,絮凝沉淀池700m3。
3.2.4 过滤系统
过滤系统由多介质过滤器、精细过滤器和活性炭过滤池构成,进一步去除废水中的SS和COD。
4、运转结果
4.1 应用纳米铁工艺前后检测数据比拟
该污水厂的废水处置改造工程于2015年1月完成,2月开端调试运转,经过近1年的运转,选取2015年4~6月的3个月的均匀数据实施比拟。表2是工艺出水主要污染因子的检测数据。从表2能够看出,应用纳米铁药剂技术后,不只重金属完整契合国度排放规范,总排放口COD、氨氮等指标也有较大降低。
4.2 系统运转表现比拟
采用纳米铁替代重捕剂作为重金属处置技术后,消弭了一类排放口不达标问题,同时大大降低了盐类浓度和附加COD的输入,从而改善了生化系统进水的毒性。这是由于在重金属处置段大大削减了重金属的浓度,使得对生化系统微生物的胁迫大大降低,微生物活性也得到较好改善,系统运转稳定。
5、结论
采用纳米铁技术改良重金属处置段工艺,能够有效提升系统对重金属的去除才能,克制传统重捕剂技术稳定性的缺乏,处理重金属处置段第一类污染物检测口总镍等不达标的问题,同时能够有效地改善生化系统运转条件,生化段也得以稳定运转正常,确保了处置废水稳定达标排放。采用纳米铁技术工艺,不需求改动原有投药和反响体系,节约投资本钱,操作灵敏便当,且化学污泥产量也得到了降低,综合处置运转本钱变化不大,在电镀行业具有较大的推行应用价值。
