铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
某黄金矿山采用全泥氰化工艺,处置才能为500t/d,产生的废水量为1800m3/d。该废水中含有大量的COD、硫氰酸盐及氰化物等典型污染物,经现有生物处置单元处置后,出水中氰化物可到达排放规范。但是,硫氰酸盐及氰化物生物降解的同时,不可防止地产生副产物———氨氮。生物处置单元中,硝化细菌及亚硝酸盐氧化菌受水温、重金属离子、氰化物、硫氰酸盐等要素的影响,经常发作出水中氨氮超标的现象。因而,为保证当地水环境质量和矿山的正常生产,亟需开发新的、后续的污水处置工艺,以提升氨氮的处置效率和处置系统最终出水水质。
本文针对废水水质特征(包括抑止特性、氨氮、亚硝酸盐氮),采用生化法对其实施处置实验,讨论了HMBR法对氨氮和COD的去除特征,肯定了最佳实验条件,为其工业化应用提供技术支撑。
1、实验局部
1.1 仪器及药剂
实验仪器:UV-1700紫外分光光度计;DELTA320pH计;AA6300原子吸收分光光度计;IC1000离子色谱仪;化学滴定安装。
实验药剂:葡萄糖、碳酸钠、柠檬酸、次氯酸钠、EDTA-2Na、磷酸、氢氧化钠,实验所用药剂均为剖析纯。
1.2 实验系统
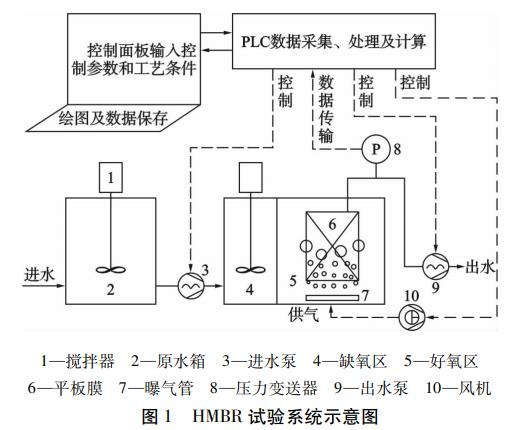
整个反响体系包括:外排水箱、复合式膜生物反响器(HMBR)、曝气系统、进出水系统、控制系统和回流系统等。其中,复合式膜生物反响器主体总有效容积60L,缺氧区有效容积10L,并设置搅拌器。整个实验系统见图1。
1.3 矿山外排水水质
实验期间,取该黄金矿山外排水(HMBR进水)实施水质剖析,结果见表1。
由表1可知:矿山外排水中氨氮、COD质量浓度分别为29.99~310.65mg/L、45.24~140.30mg/L,均超越了GB8978—1996《污水综合排放规范》规则的请求(氨氮≤15mg/L、COD≤100mg/L)。此外,矿山外排水pH值5.63~7.82,均匀值6.19,远低于硝化细菌和反硝化细菌的最佳生存pH值7.0~7.2。

2、实验结果与讨论
2.1 系统运转条件
实验条件:缺氧区+好氧区+膜区,三级完整混合式反响器串联运转,控制好氧区DO为2~3mg/L,污泥浓度控制在10000~12000mg/L,整个系统实践水力停留时间(HRT)为2.34d,回流比为600%,膜面积为0.1m2,膜区采用动态曝气方式,在线化学清洗措施为“柠檬酸+水-次氯酸钠”。依据水质特征和处置目的,在好氧区pH为弱酸性(运转工况(Ⅰ))及中性(运转工况(Ⅱ))条件下,以活性污泥方式运转,研讨HMBR法对氨氮和COD等典型污染物的去除特征。系统详细运转条件见表2。
2.2 氨氮去除特征
2.2.1 运转工况(Ⅰ)
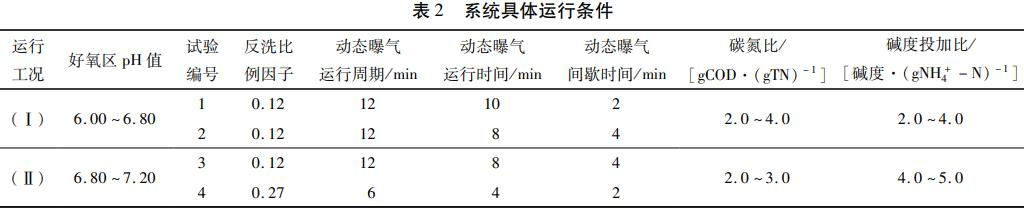
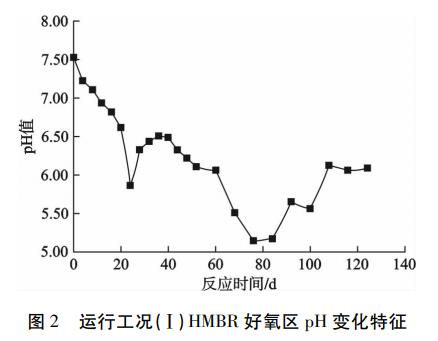
在运转工况(Ⅰ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比3.0gCOD/gTN左右;运转阶段,为缓解膜污染,好氧区pH控制在弱酸性条件下(好氧区目的pH值6.00~6.80),碳氮比2.0~4.0gCOD/gTN(最佳为3.0gCOD/gTN左右)。动态曝气运转周期为12min,运转-间歇时间分别采用10min-2min及8min-4min。在pH弱酸性条件下,好氧区pH变化特征及HMBR对矿山外排水中氨氮的去除特征见图2和图3。
由图2可知:启动阶段(0~24d),好氧区pH值控制在5.85~7.51(pH逐渐降低);运转阶段(25~124d),好氧区pH值控制在5.13~6.50。
由图3可知:启动阶段(0~24d),矿山外排水氨氮质量浓度为47.58~507.25mg/L,HMBR出水氨氮质量浓度降为0.28~23.11mg/L,氨氮去除率为95.44%~99.41%。运转阶段(25~124d),矿山外排水氨氮质量浓度为432.26~793.13mg/L,HMBR出水氨氮质量浓度降为0.56~216.67mg/L,氨氮去除率为63.91%~99.89%。 在运转工况(Ⅰ)条件下,运转-间歇时间由10min-2min改动为8min-4min,HMBR对氨氮的去除特征并未发作大的改动。在运转-间歇时间为10min-2min的运转阶段(25~92d),HMBR出水氨氮质量浓度降为0.56~216.67mg/L,氨氮去除率为63.91%~99.89%;在运转-间歇时间为8min-4min的运转阶段(93~124d),HMBR出水氨氮质量浓度降为62.50~200.65mg/L,氨氮去除率为70.52%~90.32%。
在运转工况(Ⅰ)条件下,HMBR出水氨氮的达标率仅为26.09%,其出水水质无法满足处置请求。
经计算,在运转工况(Ⅰ)条件下(运转周期12min,运转-间歇时间分别采用10min-2min及8min-4min,均匀水温25℃),氨氮的去除速率为0.020~0.023kgN-NH3/(kgMLSS•d)。换算为20℃水温条件下氨氮的去除速率为0.014~0.016kgN-NH3/(kgMLSS•d),该去除速率为城市污水处置厂(无任何抑止要素,水温20℃,氨氮的均匀去除速率为0.018kgN-NH3/(kgMLSS•d))氨氮去除速率的78%~89%。
2.2.2 运转工况(Ⅱ)
在运转工况(Ⅱ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比2.5gCOD/gTN左右;运转阶段,好氧区pH控制在中性条件(好氧区目的pH值6.80~7.20),碳氮比2.0~3.0gCOD/gTN(最佳为2.5gCOD/gTN左右)。
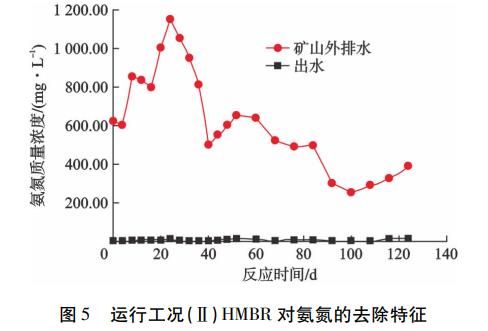
在运转工况(Ⅱ)条件下,运转周期为12min(运转-间歇时间8min-4min)及运转周期为6min(运转-间歇时间4min-2min)。在pH中性条件下,好氧区pH变化特征及HMBR对矿山外排水中氨氮的去除特征见图4和图5。
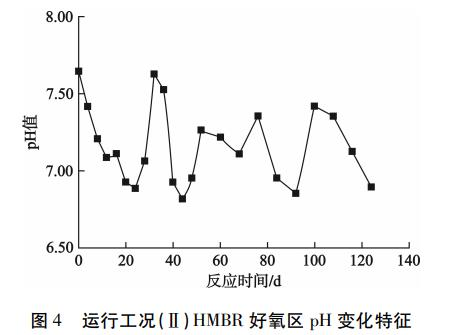
由图4可知:启动阶段(0~24d),好氧区pH值控制在6.88~7.64(pH逐渐降低);运转阶段(25~124d),好氧区pH值控制在6.81~7.62。
由图5可知:启动阶段(0~24d),矿山外排水氨氮质量浓度为602.55~1151.54mg/L,HMBR出水氨氮质量浓度降为1.38~9.51mg/L,氨氮去除率为98.84%~99.78%。运转阶段(25~124d),矿山外排水氨氮质量浓度为254.26~1053.26mg/L,HMBR出水氨氮质量浓度降为0.56~12.36mg/L,氨氮去除率为96.74%~99.93%。值得留意的是,在pH中性条件下共运转124d,HMBR处置系统出水氨氮全部稳定到达处置请求。
在运转工况(Ⅱ)条件下,运转周期由12min(运转-间歇时间8min-4min)改动为6min(运转-间歇时间4min-2min),HMBR对氨氮的去除特征并未发作大的改动。在运转-间歇时间为8min-4min的运转阶段(25~92d),HMBR出水氨氮质量浓度降为0.56~12.34mg/L,氨氮去除率为99.81%~99.93%;在运转-间歇时间为4min-2min的运转阶段(93~124d),HMBR出水氨氮质量浓度降为0.65~12.36mg/L,氨氮去除率为96.74%~99.78%。上述结果标明:在运转工况(Ⅱ)条件下,HMBR出水氨氮的达标率为100%,其出水水质可稳定到达处置请求。同时应留意,虽然运转周期由12min降为6min,但HMBR处置系统的处置性能并未受影响。
经计算,在运转工况(Ⅱ)条件下(运转周期12min,运转-间歇时间8min-4min,以及运转周期6min,运转-间歇时间4min-2min,均匀水温22℃),氨氮的去除速率为0.023~0.027kgN-NH3/(kgMLSS•d)。换算为20℃水温条件下氨氮的去除速率为0.020~0.024kgN-NH3/(kgMLSS•d),该去除速率为城市污水处置厂(无任何抑止要素,水温20℃)氨氮去除速率的1.11~1.31倍。
2.3 COD去除特征
2.3.1 运转工况(Ⅰ)
在运转工况(Ⅰ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比3.0gCOD/gTN左右;运转阶段,为缓解膜污染,好氧区pH控制在弱酸性条件下(好氧区目的pH值6.00~6.80),碳氮比2.0~4.0gCOD/gTN(最佳为3.0gCOD/gTN左右)。运转周期为12min,运转-间歇时间分别采用10min-2min及8min-4min。在pH弱酸性条件下,HMBR对COD的去除特征见图6。
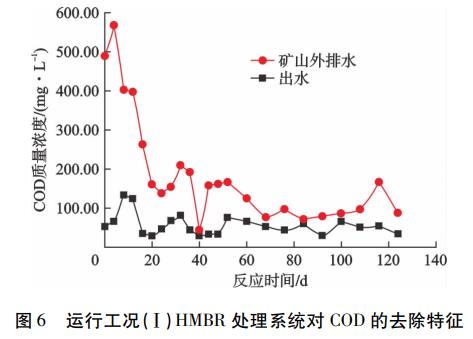
由图6可知:启动阶段(0~24d),矿山外排水COD质量浓度为137.25~566.10mg/L。随着矿山外排水比例的增加,COD质量浓度降低(由第一天的486.26mg/L降为137.25mg/L),HMBR出水COD质量浓度为27.90~132.02mg/L;COD去除率由运转初期的89.29%降落为67.02%。运转阶段(25~124d),矿山外排水COD质量浓度为42.26~207.62mg/L,HMBR出水COD质量浓度降为27.45~80.36mg/L,COD去除率为18.32%~79.63%。
在运转工况(Ⅰ)条件下,运转-间歇时间由10min-2min改动为8min-4min,HMBR对COD的去除特征并未发作大的改动。在运转-间歇时间为10min-2min的运转阶段(25~92d),HMBR出水COD质量浓度为27.45~80.36mg/L,COD去除率为18.32%~79.63%;在运转-间歇时间为8min-4min的运转阶段(93~124d),HMBR出水COD质量浓度为32.65~65.26mg/L,COD去除率为23.78%~68.15%。
在运转工况(Ⅰ)条件下,HMBR出水COD的达标率为91.30%,其出水水质能够满足处置请求。
2.3.2 运转工况(Ⅱ)
在运转工况(Ⅱ)条件下,启动阶段同步增加进水COD(采用葡萄糖为碳源)及矿山外排水比例,控制碳氮比2.5gCOD/gTN左右;运转阶段,好氧区pH控制在中性条件(好氧区目的pH值6.80~7.20),碳氮比2.0~3.0gCOD/gTN(最佳为2.5gCOD/gTN)。运转周期为12min(运转-间歇时间8min-4min)及运转周期为6min(运转-间歇时间4min-2min)。在pH中性条件下,HMBR对COD的去除特征见图7。
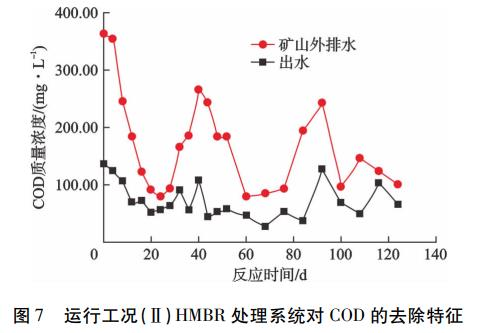
由图7可知:启动阶段(0~24d),矿山外排水中COD质量浓度为78.60~361.70mg/L,HMBR出水COD质量浓度为51.26~135.26mg/L,COD去除率为29.24%~65.11%。运转阶段(25~124d),矿山外排水COD质量浓度为78.60~264.26mg/L,HMBR出水COD质量浓度降为26.35~125.26mg/L,COD去除率为16.35%~82.40%。
在运转工况(Ⅱ)条件下,运转周期由12min(运转-间歇时间为8min-4min)改动为6min(4min-2min),HMBR对COD的去除特征并未发作大的改动。在运转-间歇时间为8min-4min的运转阶段(25~92d),HMBR出水COD质量浓度为26.35~125.26mg/L,COD去除率为32.68%~82.40%;在运转-间歇时间为4min-2min的运转阶段(93~124d),HMBR出水COD质量浓度为48.26~102.36mg/L,COD去除率为16.35%~66.78%。
在运转工况(Ⅱ)条件下,HMBR出水COD的达标率为86.96%,其出水水质能够满足处置请求。
3、结论
1)依据运转工况(Ⅰ)实验结果,肯定20℃水温条件下氨氮的去除速率为0.014~0.016kgN-NH3/(kgMLSS•d)。该去除速率为城市污水处置厂(无任何抑止要素,水温20℃,氨氮的均匀去除速率为0.018kgN-NH3/(kgMLSS•d))氨氮去除速率的78%~89%。
2)依据运转工况(Ⅱ)实验结果,肯定20℃水温条件下氨氮的去除速率为0.020~0.024kgN-NH3/(kgMLSS•d),该去除速率为城市污水处置厂(无任何抑止要素,水温20℃)氨氮去除速率的1.11~1.31倍。
3)倡议采用运转工况(Ⅱ)的工艺条件实施矿山氨氮工业废水处理及工业化应用,即pH值为6.80~7.20,碳氮比3.0gCOD/gTN,运转周期6min(运转-间歇时间4min-2min),在线化学清洗措施为“柠檬酸+水-次氯酸钠”,HRT为2.34d。在该工况条件下,矿山外排水中的氨氮和COD处置后均能到达GB8978—1996《污水综合排放规范》一级请求。
