铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
中药生产废水中主要含有中药有效成分残留物、木质素、纤维素、半纤维素、老化的大孔树脂、有机溶剂(乙醇)、甙类、蒽醌类、生物碱及其水解产物等,具有成分复杂、水量不稳定、污染物多样化、有机物含量高、高色度、气息异常等特性,采用单一的处置工艺很难到达排放请求。常用的中药生产工业废水处理工艺有水解酸化、接触氧化、A/O、IC、好氧MBR及其上述工艺的组合工艺。依据废水的水质特性,河南省某中药生产企业确定采用“双效浓缩+水解酸化+好氧SBR+混凝沉淀”工艺对废水实行处置,且获得了较好的处置效果。
一、废水水质与水量
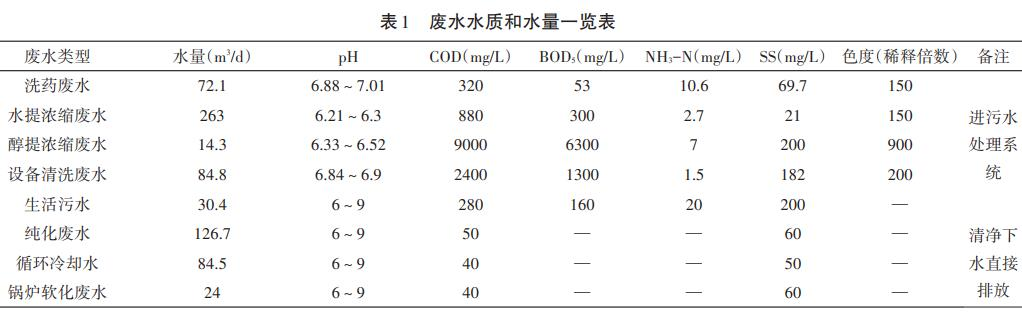
河南省某中药企业主要生产片剂、丸剂、颗粒剂、散剂等一系列产品,废水来源主要为洗药废水、提取工段浓缩废水、空中及设备清洗废水、纯化水制备废水、循环冷却水、锅炉软化废水及员工生活污水。其中,纯化废水、循环冷却水、锅炉软化废水属于清净下水,不需进入污水处置设备。
需求处置的废水主要有以下几方面特性:
①中药生产废水间歇排放,水质浮动较大,
②中药生产废水水量相对不大,但各股废水浓度差异较大,醇提浓缩废水的COD浓度接近10000mg/L,而水提浓缩废水的COD浓度只要880mg/L,
③中药生产废水为偏酸性废水,pH值约为6.2~6.9,
④中药生产废水的可生化性较好,B/C>0.3。废水水质和水量如表1所示。
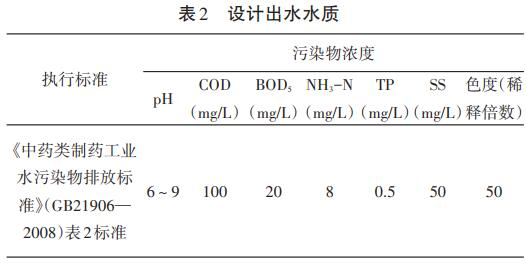
该中药生产企业需处置废水产生总量为464.6m3/d。思索水量浮动,日变化系数取1.3,则污水处置站最大日设计范围为600m3/d。中药生产废水排放规范执行《中药类制药工业水污染物排放规范》(GB21906—2008)表2规范请求,出水水质如表2所示。
二、废水处置工艺
2.1 工艺过程
为确保中药生产废水能稳定达标排放,依据废水水质、水量特性实行分质处置,主体处置工艺为“双效浓缩+水解酸化+好氧SBR+混凝沉淀+二氧化氯脱色”。详细工艺流程如图1所示。
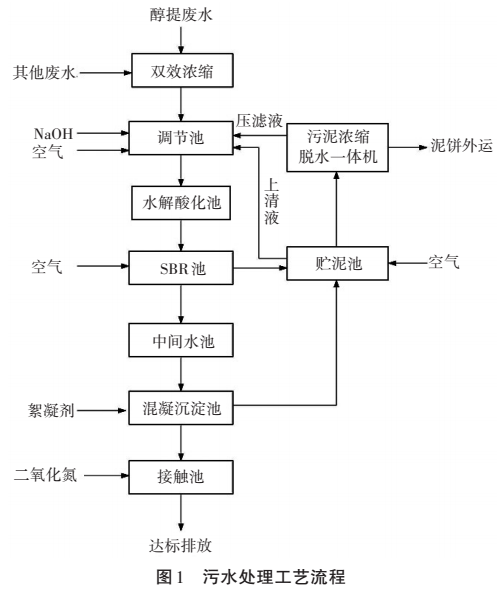
主要工艺流程为:高浓度醇提废水经双效浓缩设备预处置降低污染物浓度后,与水提废水、洗药废水、设备清洗废水等其他废水混合,经格栅拦截水中的漂浮物后进入调理池,均质均量后的废水经泵提升至水解酸化池,经过水解合成大分子,提升废水的可生化性,并且降解毒性物质,也为后续的好氧处置缩短了时间,提升好氧处置效率。水解酸化池出水自流进入SBR池,应用好氧微生物进一步降解废水中的有机污染物,设置混凝沉淀作为二级生化处置把关单元,投加混凝剂,去除废水中残留的COD和悬浮物,并能有效去除废水中的色度和TP,沉淀出水自流进入接触池,经二氧化氯进一步脱色消毒,保证处置出水稳定达标排放。
水解酸化池、SBR池、混凝沉淀池的污泥排入污泥贮池,经压滤机压滤,压滤液排入调理池,污泥脱水后泥饼外运处置。
2.2 工艺特性
2.2.1 醇提废水预处置。
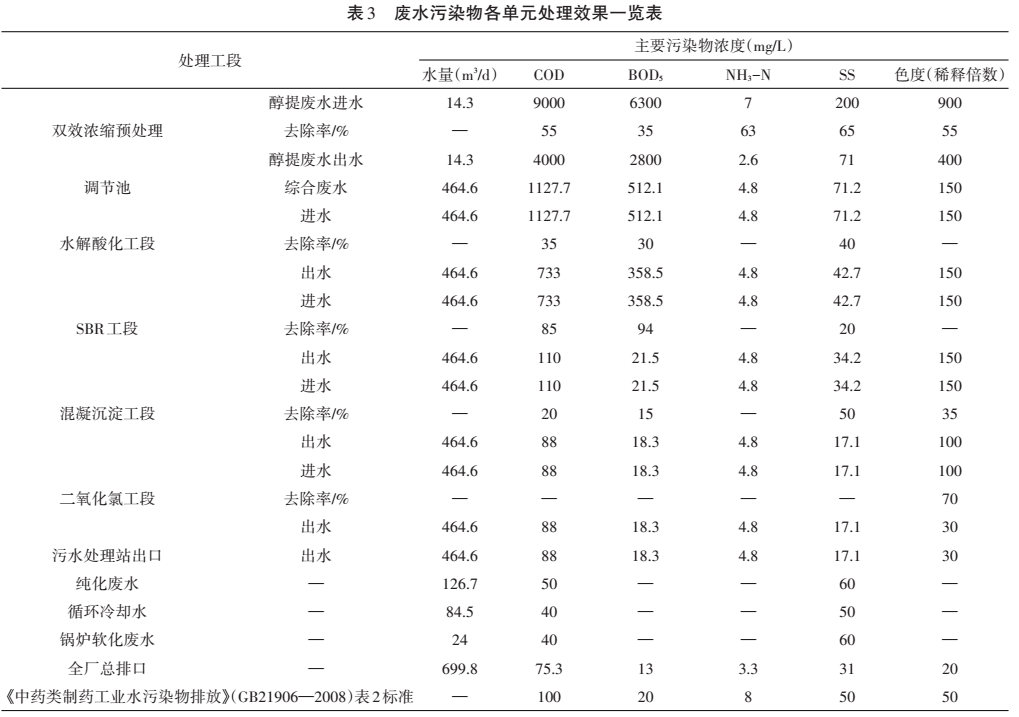
有些中药制剂在生产过程中需求乙醇作为介质对净药材中的药用成分实行提取。依据同类型企业实践水样监测,中药生产醇提废水中COD浓度较高,应先对高浓废水实行预处置,再与其他废水混合处置。依据查阅材料及实践运转状况,中药生产醇提废水COD浓度与废水中的乙醇含量关系较亲密。本项目提取时,净药材与乙醇的用比为1∶10,经过将高浓度醇提废水送入热回流双效浓缩设备,能够回收乙醇,变废为宝,有效减少醇提废水中的乙醇含量,COD浓度可削减50%以上,进而降低醇提废水的污染物浓度。醇提废水经双效浓缩设备预处置后的污染物浓度如下:COD为4000mg/L,BOD5为2800mg/L,NH3-N为2.6mg/L,SS为71mg/L,色度为400倍(稀释倍数)。
2.2.2 调理前处置。
设计调理池停留时间24h,保证各股废水进入污水处置站后均质均量。本工程采用自动加碱设备,预防进入处置站的废水过度偏酸性,保证后续处置正常运转。
2.2.3 水解酸化工艺。
水解酸化工艺应用水解产酸菌来疾速降解水中的有机物,构成了以水解产酸菌为主的上流式污泥床,进而去除水中有机物并且将难以降解的大分子有机物转化成小分子有机物,并且将固形物转化成溶解有机物(从水质剖析可知SS中的大局部为VSS),进一步提升废水可生物降解性及生化处置效率。该工艺增设弹性填料,增大生物量,可提升污染物的去除率。
2.2.4 好氧生物处置工艺。
中药废水的产生特性是有一定间歇性,SBR工艺在应对间歇性的水质和水质变化等方面具有较为明显的优势。与传统污水处置工艺不同的是,SBR工艺的主要特征是在运转上间歇和有序操作,采用时间分割替代空间分割、非稳态生化反响替代稳态生化反响、静置沉淀替代动态沉淀。该工艺的中心是SBR反响池。该反响池集生物降解池、均化池、二沉池等功用于一体,无污泥回流系统。
SBR工艺的特殊性使其具有以下优势:
①推流过程使生化反响的推进力不时增大,池内厌氧、好氧处于交替状态,反响效率提升,净化效果良好,
②运转效果较稳定,污水在静止状态下实行沉淀,具有时间短、效率高、出水水质好的特性,
③耐冲击负荷性能良好,池内滞留水能稀释、缓冲废水,有效抵御有机污物和大水量废水的冲击,
④运转灵敏,工艺过程中的每个工段可依据水量、水质变化状况实行调整,
⑤结构简单,自动化水平高,便于操作控制和管理,能有效提升管理效率,降低运转费用。
2.2.5 混凝沉淀。
混凝沉淀是在混凝剂的作用下,经过降低界面电位、紧缩微颗粒外表电层、电中和等电化学过程,网捕、吸附等物理化学过程,将废水中可絮凝的胶体、悬浮物及其他物质聚成絮团,经过沉降作用使固液别离,絮团沉降而成为泥浆,顶部流出混浊度及色度较低的废水。
混凝沉淀工艺既成熟又经济,曾经普遍应用于废水深度处置,以去除废水中难以经过生物降解的物质。通常状况下,工业废水中混凝沉淀的SS去除率为25%~35%,COD去除率为15%~25%。同时,该工程废水TP为2.2mg/L,仅靠生化处置很难达标。增加混凝沉淀工段,能够保证上述各指标均能满足规范请求。
2.2.6 二氧化氯消毒。
二氧化氯是一种强氧化剂,进入水中能与废水中的有机物快速反响,能够使难以生物降解的有机物合成成小分子或直接将其氧化,从而降低废水中污染物的含量,降低废水的色度,保证色度指标在50倍以下。二氧化氯还是一种效果良好的消毒剂,关于废水中大肠菌群及其他细菌具有良好的杀灭效果,二氧化氯能直接氧化水中的黄腐酸(FA)或腐殖酸(HA)等自然有机物,不与其构成三卤甲烷等氯化物,能有效降低消毒后水中三卤甲烷(THMS)等氯消毒副产物。
三、运转效果
该企业中药生产废水经管理后,厂区总排口出水水质如下:COD为75.3mg/L,BOD5为13mg/L,NH3-N为3.3mg/L,SS为31mg/L,色度为20倍(稀释倍数)。其能够满足《中药类制药工业水污染物排放规范》(GB21906—2008)表2的规范请求。各处置单元的进出水水质如表3所示。
四、结论
中药生产废水采用“双效浓缩+水解酸化+好氧SBR+混凝沉淀+二氧化氯脱色”工艺实行处置,浓度高的醇提废水与水提废水等其他低浓度废水分质分类处置,醇提废水经双效浓缩预处置降低污染物浓度,可回收乙醇,变废为宝,然后与低浓度废水混合均质,再实行生化处置及深度处置。经管理后,厂区总排口出水水质:COD为75.3mg/L,BOD5为13mg/L,NH3-N为3.3mg/L,SS为31mg/L,色度为20倍(稀释倍数),能够满足《中药类制药工业水污染物排放规范》(GB21906—2008)表2规范请求。本污水处置工艺的稳定运转对同类中药生产企业废水处置有较好的参考自创意义。
