工业污水,工业废水处理免费方案咨询电话:400-699-1558 ,江苏铭盛环境24H手机热线:158-9646-8025
范围化养猪场产生的粪尿及高浓度有机废水已成为乡村地域的主要污染源。养猪场排泄物含有大量的有机物、氮磷、粪大肠菌、蛔虫卵等,其产生的恶臭影响四周大气环境,以至引发疾病传播,危害人体安康。高浓度的有机废水直接排入或雨水冲刷进入水体,是形成水体富营养化的重要缘由之一,有机废水不加处置,用于灌溉会形成土壤板结、盐化,以至伤害农作物,形成减产。因而,关于技术和经济力气都较为单薄的乡村地域养猪场,研讨设计更为技术可行、经济合理的工业废水处理工艺就显得尤为重要。本文以某范围化养猪场养殖粪便及高浓度污水综合处置工程实例为背景,讨论综合处置工艺的可行性。
1、工艺设计目的
1.1 设计范围
由猪场提供的污染物统计数值显现,猪场排粪量约为18t/d,高浓度有机污水排放量约为100t/d。制定设计范围为:猪粪堆肥处置才能20t/d,生产复混肥7400t/a,污水处置站的设计范围为120m3/d。
1.2 处置规范
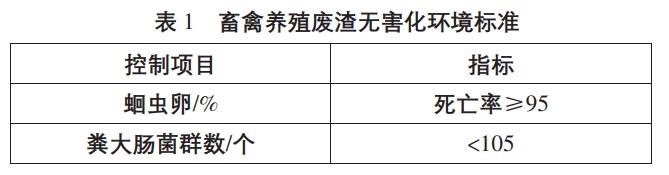
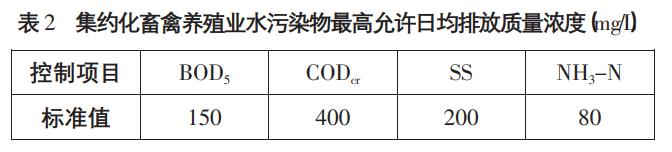
猪粪采用好氧堆肥法实行生物资源应用,发酵后制成有机肥,掺混局部氮肥、磷肥和钾肥生产复混肥,完成猪粪便全部资源化应用。污水站出水规范执行《畜禽养殖业污染物排放规范》(GB18596—2001),详情见表1、表2。处置出水外排或农灌。
2、处置工艺确实定
2.1 猪粪资源化处置工艺
猪粪资源化处置工艺包括2个阶段,第一阶段为堆肥发酵,其流程见图1,第二阶段为生产复混肥,其流程见图2。
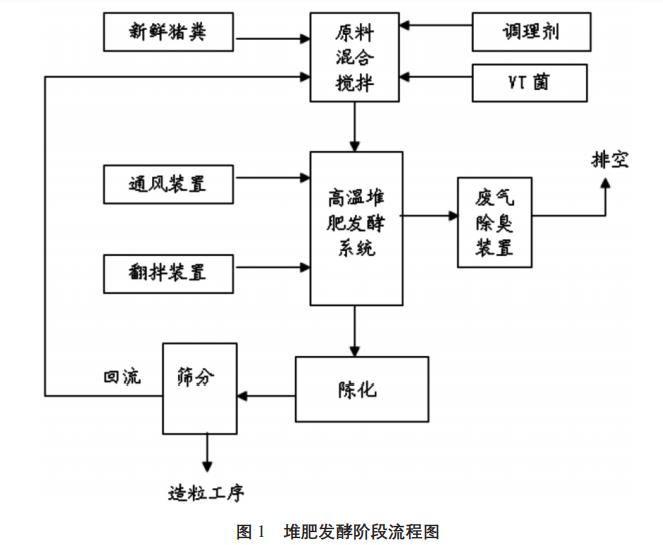
2.1.1 堆肥发酵
堆肥发酵是将猪粪原料配合VT菌、秸秆粉、粉煤灰等辅料,经过人工混合,发酵约25天,然后堆置陈化15~20天,粉碎筛分制成生产备用原料。发酵设备选择槽式搅拌机翻抛发酵或条垛式挪动翻堆机翻抛发酵。
(1)原料的混合搅拌。混合搅拌是将猪粪原料配合VT菌、秸秆粉等辅料,经过人工搅拌混合,以调理物料的碳氮比、含水率和孔隙率。
(2)装槽发酵。将混合后的物料装入发酵槽,应用搅拌机对发酵物料实行翻堆搅拌,槽底铺设有曝气管道,控制发酵温度和含氧量等参数,保证发酵物料处于微生物繁衍的最佳状态,有益微生物在合适的环境下大量繁衍,经过它们的新陈代谢作用,把复杂有机物合成成容易被植物吸收应用的简单的小分子有机物。发酵间及陈化间的废气由风机抽出后经过管道送入吸收塔后外排。
在对环境请求不敏感和资金不充足的条件下,可选择条垛式挪动翻抛机翻抛发酵,将混合后的物料堆入发酵棚码放成条垛状,应用挪动翻抛机翻抛搅拌,条垛下底铺设有曝气管道,控制发酵温度和含氧量等参数,保证发酵物料处于微生物繁衍的最佳状态,有益微生物在合适的环境下大量繁衍,经过它们的新陈代谢作用,把复杂有机物合成成容易被植物吸收应用的简单的小分子有机物。
(3)陈化。经过25天均匀温度坚持在55℃以上的发酵,大局部有机物已被降解,由于有机物的减少及代谢产物的累积,微生物的生长及有机物的合成速度减缓,发酵温度开端降低,微生物进入减数生长期。此时,发酵槽内的物料就能够运至陈化间实行二次发酵,二次发酵约需15~20天,在此阶段剩余有机物被进一步合成、堕落、枯燥,成为稳定的有机堆肥。
(4)筛分。陈化后的物料经筛分系统分为3局部:筛上物经破碎后返回原料混合搅拌工序,掺入新颖猪粪重新发酵,筛下物一局部送入后续制肥工艺造粒生产复合肥,另一局部可直接包装销售。
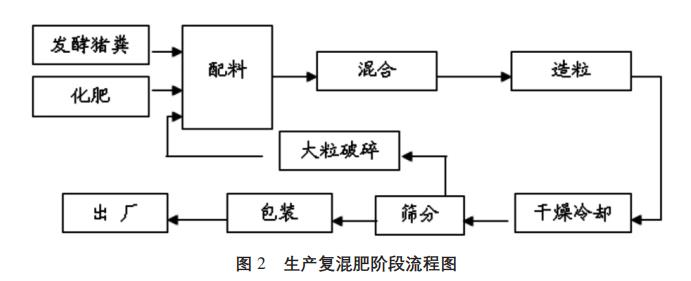
2.1.2 生产复混肥
制肥加工过程是依据产品的品种和技术请求,按不同营养把发酵猪粪与无机化肥等辅料按比例配料混合,经过造粒、烘干、冷却、筛分分级、计量包装后入库。
一是配料:将各种原料按配方比例计量配合,二是混合:计量好的各种物料经保送机进入混合机混合,三是造粒:把混合后的物料经圆盘造粒机形成圆形颗粒,四是枯燥冷却:将造粒后的颗粒枯燥、冷却,五是筛分系统:冷却后的物料经保送设备进入滚筒筛分机筛分,合格的产品进入包装工序,不合格的大颗粒筛出后经破碎再筛分,六是包装系统:称重包装,送入废品库。
2.2 污水处置工艺
养猪场污水水量相对较小,但水质有三高的特性,即污染物浓度高(CODcr及BOD5)、悬浮物含量高、氨氮含量高。进水水质主要控制指标如表3所示。
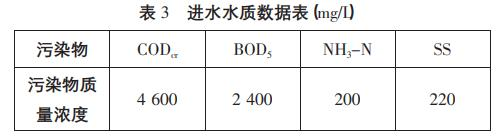
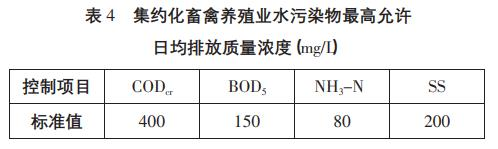
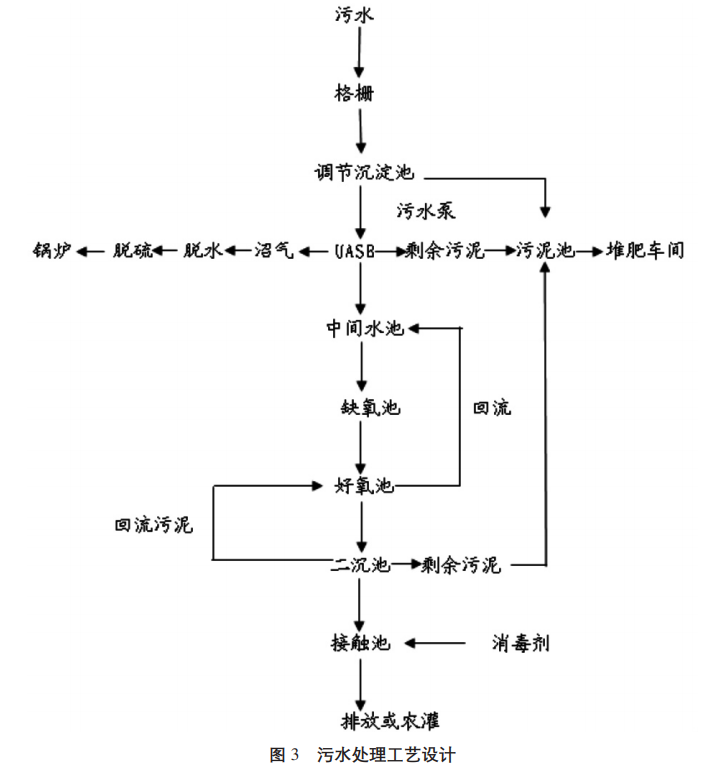
为到达《集约化畜禽养殖业水污染物最高允许日均排放浓度》中的排放规范请求,同时大量工程理论证明,大中型养殖场粪便污水固液别离后实行厌氧处置是可行和高效的,一方面可减少能源耗费,降低运转费用,另一方面还能够回收厌氧处置过程中产生的少量甲烷气体,并加以应用,从而到达废物应用的目的。关于高氨氮的去除,由后续好氧处置法去除。故本工艺拟选用预处置+厌氧处置+好氧处置+后处置工艺道路(见图3),出水水质主要控制指标见表4。
经粗略计算,经过污水处置,每年猪场可削减的污染物排放量中,CODcr为127t/a、BOD5为63t/a、SS为6t/a、NH3-N为5t/a。
3、结论
该养猪场粪便及高浓度污水综合处置后,粪便堆肥处置才能达20t/d,生产复混肥7400t/a。经无害化处置后的废渣,契合《畜禽养殖业污染物排放规范》GB18596—2001中关于“畜禽养殖废渣无害化环境规范”的请求,蛔虫卵死亡率≥95%、粪大肠菌群数﹤105个/kg,并处理了养猪场恶臭污染环境问题,高浓度污水主要污染物指标到达了达标排放或农灌规范。
