工业污水,工业废水处理免费方案咨询电话:400-699-1558 ,江苏铭盛环境24H手机热线:158-9646-8025
石油化工是国民经济的支柱产业, 在我国现代化建立中具有无足轻重的位置。 石油化工企业是用水大户, 而我国的石油化工企业中有相当一局部位于干旱或缺水地域, 供水缺乏成为石油化工企业扩展生产制造的限制性要素之一。 另一方面, 我国经济快速开展, 石油生产制造量不时攀升, 国内石油化工企业生产制造范围持续扩展、 加工深度不时进步, 石油化工污水水质呈现出污染物品种增加、 水质复杂的趋向。随着水资源的日益慌张和人们环境维护认识的加强, 石油化工污水的处置越来越遭到人们的关注。
1 石油化工污水概述
1.1 石油化工污水水质特性
石油化工是以石油为原料, 以裂解、 精炼、 分馏、 重整和合成等工艺为主的一系列有机物加工过程。 石油化工产品生产制造过程长, 生产制造安装多, 产生的污水水量大, 典型的石油化工污水中含有石油类、 CODCr、 氨氮、 硫、 酚、 氰化物等常规污染物。同时, 不同的企业因产品不同, 所产生污水中还含有多种与其有机化学产品相关的特征污染物, 如多环芳烃化合物、 芳香胺类化合物、 杂环化合物等,从而形成污水不只水质复杂, 而且有毒物质多。 此外, 企业的开停车、 检修、 原料来源的改动等生产制造上的动摇都会惹起污水水量以及污染物的含量和性质发作变化, 增加了污水处置设备的冲击负荷。
1.2 污水流程与处置工艺
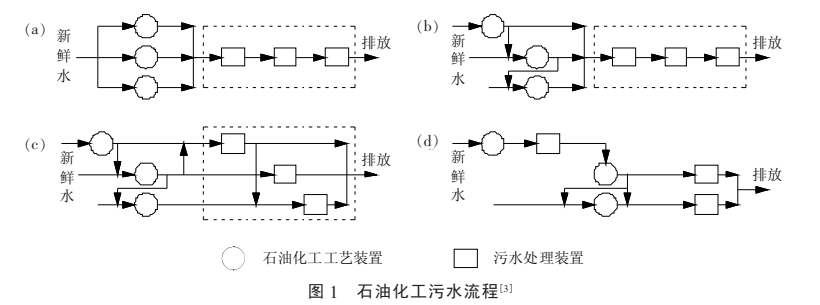
在石油化工开展的初期, 由于缺乏节水认识,石油化工企业的生产制造安装的进水管线并联设置, 每个生产制造安装都取用新颖水, 而产生的污水一并排入污水处置设备(图 1a)。 随着石油化工工艺的开展,人们逐步认识到, 某些生产制造工艺对水质的请求不高, 其它工艺过程中产生的污水能够与新颖水以一定比例混合, 作为这些工艺的进水(图 1b)。 接着随着水处置技术的进步, 人们发现一些工艺排水水质复杂、 难于处置, 而另外一些工艺排水水质简单, 依照水质的不同对污水单独处置, 比将这些污水混合在一同处置愈加经济(图 1c)。 近年来, 水资源日趋慌张, 研讨人员将某些污水实行适度/深度处置后, 直接作为其它工艺过程的进水(图 1d)。据报道, 在整个工艺过程中, 水的用量约为原油加工量的 20 ~ 50 倍, 固然其中大局部的水能够循环运用, 但是依然会产生 0.4 ~ 1.6 倍于原油加工量的污水。
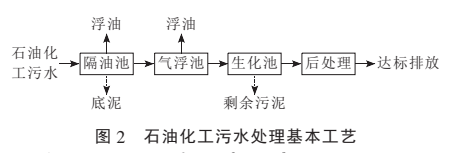
石油化工污水的根本工艺由隔油、 气浮、 生物处置和后处置 4 局部组成, 在该过程产生的浮油、底泥和剩余污泥经过浓缩或脱水后实行综合应用或燃烧。 石油化工污水处置根本工艺如图 2 所示。
1.2.1 隔油
石油化工污水中含有较多的石油类物质, 它们不只漂浮于水面和粘附在处置安装外表, 而且当含油量高时, 活性污泥絮体被油膜包围, 影响微生物吸附有机物和酶的分泌, 使降解有机物和氨氮的作用削弱, 同时因包裹油膜, 污泥絮体密度减小, 污泥沉降效能变差。 例如, 某石油化工企业生化池进水中油的质量浓度由 45.7 mg/L 上升到 102 mg/ L,出水氨氮的质量浓度由 28.9 mg / L 上升到 62.3 mg/L, 沉淀池出水带泥严重。
隔油池主要有平板隔油和斜板隔油 2 类, 由于在平板区域油膜更新速度较慢, 活动性较差, 油珠聚结效果不及斜板区域。 斜板隔油池的外表负荷达 0.6 ~ 0.8 m3 /(m2·h), 是平流隔油池的 4 ~ 6 倍,因而, 在很多石油化工企业都有胜利应用。 例如大连新港将普通平流隔油池改造为斜板隔油池后, 除油效果显著, 污水中油的质量浓度从 200 ~ 350 mg /L 降落到 10 ~ 15 mg/L。
1.2.2 气浮
由于隔油池只能去除污水中的浮油和粗分散油, 因而还需气浮对乳化油和细分散油作进一步的处置。 气浮是应用高度分散的微小气泡作为载体粘附污水中的悬浮物, 使其随气泡浮升到水面而加以别离, 在石油化工污水处置中有普遍的应用。
气浮的方式包括加压溶气气浮(DAF)、 涡凹气浮(CAF)、 吸气气浮(IAF)等, 前 2 种气浮在国内石油化工污水处置中较为常见。 与溶气气浮相比,由于 CAF 经过特制的曝气机来产生微气泡, 不需求循环泵、 空气紧缩机、 压力溶气罐、 释放器等复杂的机器设备, 自动化水平高、 操作简单、 运转费低, 对浮油及 SS 的去除率超越 80%, 因而 CAF 在近年来的污水处置工艺改造中日益遭到注重。
1.2.3 生化池
经过上述一级处置之后的出水, 油的质量浓度应控制在 30 mg /L 以下, 不宜超越 50 mg/L, 以免影响后续生化处置。 污水经过生化处置之后, 依据需求应实行后续处置, 如过滤、 消毒等。
2 石油化工污水处置面临的应战
2.1 污水含硫量增加
当前, 世界原油质量总的趋向是变重, 含硫和高硫原油比例增加, 随着国际油价的不时上 扬,高、 低硫原油价差的拉大, 以及加工含硫(或高硫)原油措施的逐渐完善, 中国石化进口的原油中, 低硫原油比例逐年减少, 含硫和高硫原油比例逐年加大, 达 到 60% 以 上。 含硫污水的主要来源有:常压塔顶油水别离罐、 减压塔顶油水别离罐、 催化裂化分馏塔顶油水别离罐、 催化裂化富气洗水、 焦化分馏塔顶油水别离罐、 铂重整柴油加氢高压别离器、 铂重整柴油加氢低压别离器等。
原油质量变差, 形成石油化工企业污水水量增加, 水质恶化。 例如, 中东高硫原油硫含量接近2%, 含硫原油中挥发酚、 环烷酸、 硫醇、 硫醚等含量也很高。 据报道, 某炼化公司加工高含硫原油前碱渣污水 CODCr 的质量浓度为 19 500 mg/L, 加工 含 硫 原 油 后, 不只污水量增加了 1.5 倍, 而 且CODCr 的质量浓度上升至 28 300 ~ 45 200 mg/ L, 硫化物的质量浓度到达 3 000 mg/ L 以上。
2.2 污水水质愈加复杂
首先, 世界范围内原油变重、 质量变差、 杂质增加的趋向非常明显, 我国国内重质、 高稠原油产量逐年上升, 加工劣质原油、 增强原油深加工才能建立曾经成为石油化工企业迫不得已的选择。 其次, 随着石油化工和根底化工利润空间的萎缩, 越来越多的石油化工公司注重炼化一体化开展, 并将中心产业向精密化工方向转移, 延长产业链, 进步利润率。 第三, 由于水资源的慌张, 石油化工企业普遍注重生产制造过程中水的循环运用, 重新鲜水变为污水, 常常流经多个工艺流程。 上述 3 个方面的变化, 增加了石油化工产品的生产制造过程和生产制造安装, 从而使石油化工污水不只表现为氨氮、 金属、难降解有机物浓度(如苯环类有机物)增加, 而且污水中污染物品种增加的趋向。
2.3 污水深度处置与回用
石油化工企业污水水质的日趋复杂, 传统的隔油-气浮-生物处置-后处置工艺流程曾经难以满足环境维护的需求, 污水必需经过深度处置才干满足越来越严厉的国度污水排放规范。 另一方面, 以中国石油化工为例, 1/3以上的企业位于干旱或缺水地域, 除长江沿岸的企业供水状况较好外, 其它地域的石油化工企业均存在不同水平的供水缺乏现象, 特别是黄河流域以及西北、 华北地域的石油化工企业都面临水资源的危机。
基于污水深度处置的重要性和水资源短缺的紧迫性, 石油化工污水处置系统不应该仅仅作为污水“处置设备”, 而应该作为一个以污水为原料、 能够为企业提供大量水资源的“生产制造设备”来看待, 即石油化工污水管理的思绪和技术要完成从“处置工艺”到“生产制造工艺”的转变。
3 石油化工污水处置的对策
3.1 含硫污水处置
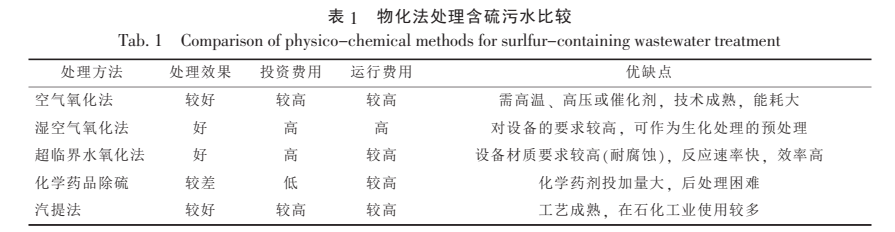
目前, 国内外对含硫污水采用的物化处置办法主要有氧化法、 汽提法、 碱吸收法、 沉淀法等, 见表 1。 其中在石油化工污水中应用最为普遍的是氧化法和气提法, 硫去除率可大于 90%。 在运用氧化法处置含硫石油化工污水时, 运用醌类化合物、 锰、铜、 铁、 钴等金属盐类作为催化剂作用下, 应用空气中的氧将硫化物氧化成硫代硫酸盐或硫酸盐。
汽提工艺有单塔、 双塔 2 种, 单塔低压汽提塔操作压力为 0.05 MPa, 带回流, 塔顶得 到 酸 性 气去回收硫磺, 该流程适用于含氨量较低的污水。 单塔加压汽提又有无侧线抽出和有侧线抽出 2 种, 前者适用于含氨和硫化氢较低的污水, 且只需脱除硫化氢、 允许氨留在水中而不会影响污水的生物处置, 操作压力为 0.3 ~ 0.5 MPa。 双塔低压流程与双塔加压流程大致相同, 只是前者用总汽提塔替代后者的脱氨塔。 目前, 国外新建炼油厂多采用双塔蒸汽汽提法。
除了传统的物化除硫办法, 最近呈现了一些新的物化法, 如湿式空气氧化法、 催化湿式氧化法、超临界水氧化法。 这些高级氧化办法, 不只能将污水中的硫成分充沛氧化成无机硫酸根, 有效地脱除了臭味, 效率高, 处置彻底, 而且能显著进步难生化、 高浓度的有机污水的可生化性, 可作为生化处置的预处置措施, 因而日益遭到人们注重。
工业污水中硫化物的去除运用物化处置方式,直到 20 世纪 90 年代, 生物除硫办法在欧洲才遭到普遍的关注, 这归功于其高效、 节能和环保方面的优越性。 硫化物的生物氧化相对化学处置法而言,最主要的优点是氧化速率高、 微量效果好、 无化学污泥产生, 特别在硫化物含量低于 150 mg / L 时,生物氧化的速率是化学氧化速率的 7 ~ 75 倍。 总的来说, 硫化物的生物氧化工艺可以节约 62% 左右的运转费用。
3.2 高浓度有机污水处置
石油化工污水中的有机物, 按其毒性和可生化性大致能够分为 4 类: 第Ⅰ类, 无毒、 可生化性好的有机物; 第Ⅱ类, 无毒, 可生化性差的有机物(即难降解有机物); 第Ⅲ类, 有毒、 低浓度可被微生物降解、 高浓度对微生物产生抑止作用的有机物; 第Ⅳ类, 有毒, 低浓度时即对微生物产生抑止作用的有机物。 依据高浓度石油化工污水中的有机物类型、 浓度和可生化性, 采用厌氧-好氧组合工艺或高级氧化-生化组合工艺实行处置是今后一段时间的开展趋向。
3.2.1 厌氧-好氧组合工艺
厌氧处置合适高浓度的有机污水, 好氧处置则在低浓度工业污水处理方面具有优势; 而对 BODu(最大生化需氧量)的质量浓度在 300 ~ 700 mg/ L 的污水来说, 厌氧或好氧工艺都能够实行处置, 但是好氧处置更为经济。 由于在厌氧条件下, 不只能耗低,还能够回收能量, 并产生远低于好氧工艺的污泥量, 标明在处置高浓度有机污水时, 似乎应该采用厌氧工艺。 但是, 在实践的石油化工污水处置中,仅仅运用厌氧并不可行。 这是由于, 对石油化工企业来说, 日常生产制造所产生的污水量很大, 大多数企业都建有污水处置厂, 经处置之后的污水普通不再送入城市污水处置厂实行处置, 而是直接排放到水体中。 依据我国的 GB 8978—1996《污水综合排放规范》, 直接排入水体的污水, 其水质至少须到达二级规范。 固然厌氧工艺处置效率高, 但是其出水中依然含有一定量的溶解性有机物, 水质很难到达排放规范, 因而, 在处置高浓度污水时, 厌氧-好氧组合工艺是较佳选择。
需求指出的是, 石油化工企业的各个生产制造环节中所产生的水质各有不同, 有的含有较高的第Ⅰ、Ⅱ类有机物, 有的含有高浓度的第Ⅱ、 Ⅲ、 Ⅳ类有机物, 而有的污水中有机物含量较低, 在处置这些污水时, 应该思索水质的差别, 采用不同的处置办法和工艺流程, 即“清污分流, 污污分流, 污污分治”。 对有机物浓度较低的污水, 如厂区生活污水,能够直接进入好氧处置系统; 对高浓度的第Ⅰ、 Ⅱ类有机物污水合适先采用厌氧处置, 不只能够高效去除第Ⅰ类有机物, 而且可以进步第Ⅱ类有机物的可生化性, 为进一步处置发明了有利条件; 对第Ⅲ、 Ⅳ 类有机物污水, 则不宜直接进入生化系统。
目前, 较为成熟的厌氧处置工艺主要有上流式厌氧污泥床(UASB)和收缩颗粒污泥床(EGSB)。 与UASB 相比, EGSB 的 CODCr 负荷高, 合适超高浓度的有机污水处置(ρ(CODCr) > 20 000 mg/ L)。 研讨标明, 当 CODCr 的 质 量 浓 度 在 500 ~ 20 000 mg/L、 m (BOD5) / m (CODCr) 为 0.17 ~ 0.70 时 , 使 用UASB-好氧组合工艺较为稳妥, 此时 CODCr 去除率为 83% ~ 98%。 值得一提的是: 由于石油化工企业建有大型的二级污水处置厂, 因而并不需求为高浓度的有机污水设置独立的好氧处置设备, 从这个层面上来看, 厌氧处置实践能够看作高浓度污水二级处置之前的预处置。
3.2.2 高级氧化-生化组合工艺
如前所述, 思索到第Ⅲ、 Ⅳ类有机物的毒性,这类污水不宜直接进入生化系统, 这时, 高级氧化-生化组合工艺是处理问题的有效途径。
高 级 氧 化 工 艺(AOP)是 利 用·OH 对 有 机 污 染物实行氧化的工艺。 ·OH 的反响特性是: 具有极强的氧化性, 氧化电位 2.8 V(仅次于 F2); 属于游离基反响, 反响速率快; 必要时能够将污染物完整无机化。 在通常状况下, AOP 处置污水的目的是将污染物局部氧化成可生化性较好的中间产物, 因而, AOP 还能够用来毁坏第Ⅱ类有机物中的大分子, 将第Ⅱ类有机物转变为小分子中间产物, 从而进步其可生化性。 常见的高级氧化工艺有 Fenton试 剂 氧 化 、 O3-H2O2 氧 化 、 O3-OH -氧 化 , 以 及H2O2 和 O3 与紫外光辐照(UV)相分离而 成 的 UV-H2O2 氧化、 UV- O3 氧化、 UV- H2O2- O3 氧化等高级氧化工艺。
高级氧化-生化组合工艺主要有: 高级氧化生化、 生化-高级氧化、 生化-高级氧化-生化 3 种组合方式。 当石油化工污水中含有第Ⅳ类或较高浓度的第Ⅲ类污染物时, 采用高级氧化-生化组合工艺可能是独一可行的计划; 当污水中不含有第Ⅳ类污染物而且第Ⅲ类有机物浓度也较低, 则采用生化-高级氧化较为合理。 当生化-高级氧化组合工艺出水依然不能达标排放时, 由于高级氧化单元进步了难降解有机物的可生化性, 这时能够有 2 个途径进一步进步出水水质: ① 再加一级生化单元,即生化-高级氧化-生化工艺; ②将高级氧化的出水回流至生化单元, 经过生化单元的深度处置, 普通能够满足排放规范。
关于含有第Ⅳ类有机物的污水, 更需求确立“清污分流, 污污分流, 污污分治”的技术道路, 将其单独处置降低或消弭对微生物的毒性, 以免直接汇入生化处置设备而招致水质恶化。
3.3 污水深度处置与回用
3.3.1 石油化工污水深度处置与回用
如前所述, 水资源短缺曾经成为搅扰石油化工生产制造的限制要素之一。 石油化工生产制造取用的新颖水, 少局部以蒸发等方式流失, 大局部(约占企业取水量的 70% 左右)最终成为污水并经处置后达标排放。 经过处置, 这局部水能够成为企业的主要回用水源之一, 能够用作企业杂用水 (绿化、 施工、清洗等)、 循环冷却水和脱盐水的补水等, 其中后两者用水量大而稳定, 是石油化工污水回用的主要方向。 目前, 中石化、 中石油在各地的分公司普遍展开了污水回用工程的中试或工业实验。
石油化工污水外排水水质是污水回用的关键。假如排放污水的水质较差, 则回用污水的处置流程就要加长, 投资及运转本钱将大大增加, 更重要的是回用水水质不稳定。 因而, 展开企业污水水质和水量调查, 将含硫污水、 碱渣污水、 含盐污水和低浓度的含油污水实行彻底分流, 并完成专线专输、专罐储存、 分质限量处置, 实行污污分流和污污分治, 是石油化工污水回用的根底。
我国南方地域的石油化工企业, 如镇海炼化、茂名石化等, 污水含盐量较低、 外排水水质较好,能够采用“混凝-过滤-杀菌”或“生化-过滤-杀菌”的适度处置工艺。 在我国北方及沿海地域, 水中含盐量较大, 采用“预处置-多介质过滤-超滤-反浸透”工艺深度处置石油化工污水, 以去除水中的盐,降低电导率, 到达回用规范。
回用水中盐的质量浓度低于 500 mg/ L 时, 回用于循环冷却水系统不用实行脱盐处置, 否则需除盐, 微滤、 超滤、 反浸透等膜技术是脱盐的中心。 石油化工污水处置难度较大, 污水回用难度更大, 兴旺国度将外排水回用于工业水的状况并不多见。 兴旺国度严厉的法律法规使工业企业非常注重采用节水技术, 从源头控制取水总量, 例如新加坡裕廊岛工业园区共有包括 60 万 t / a 乙烯生产制造安装在内的 12 家大型石油化工企业, 但日排水量仅为7 000 t。 有鉴于此, 迄今未见国外将膜技术用于石油化工污水回用的胜利案例供国内石油化工企业自创, 因而, 采用超滤和反浸透深度处置石油化工污水及回用技术, 应积极开发, 稳步推进, 防止因采用技术不当而形成经济损失。
3.3.2 城市污水回用于工业水
与石油化工外排污水相比, 城市污水水量充足, 水质较好, 深度处置的难度大大降低, 在有条件的地域, 将城市污水回用于石油化工生产制造用水(循环冷却水系统的补水和化学水给水), 不失为较好的选择。
日本、 美国早在 20 世纪 60 年代就开端了城市污水回用技术的研讨。 在日本, 污水回用的目的主要是居民区、 商业区及学校杂用; 美国污水回用的范围很广, 触及了城市、 农业、 文娱、 环境、 工业等范畴。 我国污水回用起步较晚, 以回用于农业、工业、 市政为主要目的, 而回用于农业灌溉和生产制造冷却水是当前重点。
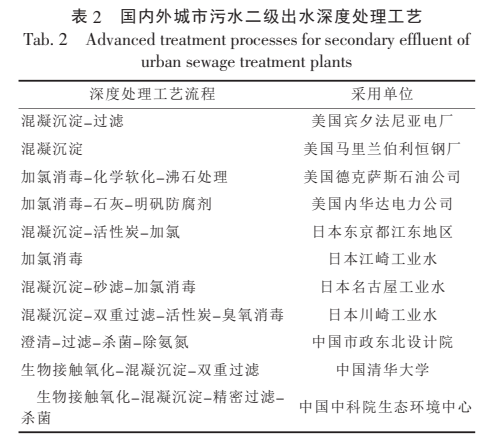
国内外对城市污水厂二级出水的深度处置工艺如表 2 所示。 美国对城市污水回用于循环冷却水系统实行的深度处置工艺比拟简单, 一 般 不 超 过 3步, 而且每步都较简单; 日本除川崎工业采用 4 步处置工艺之外, 其它单位所采用的工艺流程也不超越 3 步。 在我国, 由于法律和管理等方面的缘由,局部出水水质不高, 有些不能到达二级出水规范,因而为了进一步去除水中的有机物和氨氮等营养物质, 深度处置工艺流程相对复杂, 流程也较长。
我国第 1 个城市污水回用工程在大连投产运转, 工程范围 10 000 t /d, 采用廓清-过滤-加氯消毒工艺, 回用对象主要为某热电厂 5 000 t/ d 循环冷却水系统补水, 以及某染料厂 3 000 t/ d 的循环冷却水和局部工艺用水。 在浓缩倍数为 2、 投加一定量的水质稳定剂状况下, 循环冷却系统运转正常, 冷却温度稳定。 循环冷却水系统的水质剖析标明, 出水氨氮的质量浓度由深度处置后的 20 ~ 30mg/L 骤减到 0.4 mg/L, 满足工业冷却以至铜管冷凝器对氨氮的请求, 选取恰当的循环冷却条件, 可使氨氮被硝化。
在石油化工范畴, 将城市污水回用于工业生产制造的补给水也日益遭到注重。 2009 年, 大连石化应用城市污水二级出水再生工业水的工程完工投产,采用深度生化-混凝-气浮过滤-超滤-二级反浸透真空除气的工艺道路, 生产制造炼油化工安装运用的一级除盐水(25 000 t/ d)和循环冷却补充水(5 000 t/d), 构成 30 000 t/ d 的生产制造才能。 目前, 天津、 湛江等地石油化工企业也在积极展开城市污水厂二级出水的回用工作。 需求留意的是, 城市污水回用途理工艺采用双膜系统时, 为了保证双膜系统的稳定运转, 需求严厉控制好双膜系统的进水水质。
4 结语
石油化工污水成分复杂、 污染物浓度高及难降解, 对环境污染严重, 单一的处置工艺很难到达水质排放请求。 实践应用中, 在隔油-气浮-生化处置的根底上, 引入厌氧处置技术或高级氧化技术,分离膜别离等深度处置措施, 研讨高效、 经济、 节能的处置技术, 系统开发组合工艺, 是石油化工污水处置技术研讨的主要内容和开展方向。 但是, 污水的末端管理只是治本不治标, 从工业整体开展趋向和效益来看, 石油化工污水处置技术应注重以下几个方面:
(1) 推行清洁生产制造。 按照循环经济的理念, 普遍展开清洁生产制造, 从源头和生产制造过程中控制和削减污染物的产生。
(2) 强化末端管理。 在积极推行清洁生产制造和污水资源化措施后, 对无回用价值的污水, 采用经济高效的处置技术, 实行有效的末端管理, 做抵达标排放。
(3) 展开污水资源化。 积极寻觅新颖水替代水源及回用技术开发, 展开将污染较轻的水、 外排水、 以及城市污水厂的二级出水回用工作, 进步水资源反复应用率。
