工业污水,工业废水处理免费方案咨询电话:400-699-1558 ,江苏铭盛环境24H手机热线:158-9646-8025
乳品废水中的主要污染物有蛋白质、脂肪、乳糖等物质,有机污染物含量较高,属中高浓度有机废水,BOD/COD≈0.5,可生化性好,宜采用生化法处置,可采用全好氧处置、厌氧-好氧处置、水解-好氧工艺处置乳品废水。由于乳品废水中的蛋白质、油脂等生物降解速率较为迟缓,若只采用全好氧工艺,为保证出水到达排放规范,需求延长曝气时间,增大池容,招致投资和运转费用高,因而,在废水COD较高时,可采用厌氧(或水解)-好氧工艺,经过厌氧反响提升蛋白质等大分子不溶性有机物的降解,增加溶解性、易降解的小分子有机物,同时去除一定量的COD,降低好氧工艺有机负荷。
选择乳品工业废水处理工艺时,还应考量脱氮功用,乳品废水中的氨氮尽管不高,但是废水中的蛋白质合成时会发作氨化反响,有机氮转化为氨氮,造成废水中氨氮升高,假如工艺选择时未考量氨氮的去除,必然造成出水氨氮超标,这也是不少已建污水站处置出水氨氮经常超标的缘由。为完成脱氮请求,可选用A/O工艺、SBR、CASS或氧化沟工艺处置乳品废水。
乳品废水的另一个特性是间歇性排水,水质、水量动摇大,用酸、碱液清洗罐体时,排放废水的pH变化较大,对生化工艺的稳定运转产生不利的影响,在生化处置前应设调理池或事故池,同时采用耐冲击负荷的处置工艺,以保证系统稳定运转。
本工程采用升流式水解酸化反响器(HUSB)-改进型SBR工艺,获得了较好的处置效果,出水水质到达《污水综合排放标准》(GB8978-1996)一级排放规范,出水最终排入梅江。
1、水质与水量
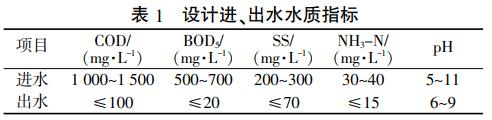
赣州某乳业公司主要消费灭菌乳、巴氏奶、酸奶、乳酸菌饮料等产品,产生的废水包括消费废水和少量生活污水,消费废水来自清洗收奶罐、发酵罐、玻璃瓶、奶车及清洗管道等环节产生的废水,设计水量为1000m3/d,设计进、出水水质指标见表1。
2、工艺选择及工艺流程
HUSB反响器的工作原理见图1。
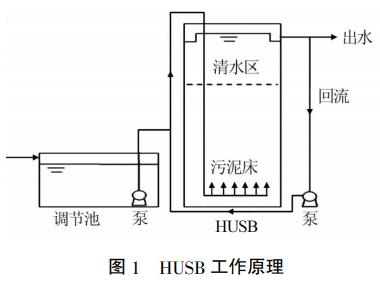
本工程采用一管一孔式配水方式,原污水经水泵提升,经过配水管平均地分配到反响器底部的布水安装,污水穿过污泥层,污水中的悬浮物和胶体物质被污泥层截留和吸附后上升到反响器顶部,经过溢流堰出水。厌氧反响过程控制在水解酸化阶段,水解、产酸菌可将废水中的乳糖降解为乳酸,脂肪合成为脂肪酸和丙酮酸,蛋白质合成为氨基酸,在厌氧菌作用下经过氨化反响进一步释放出氨氮,进步了污水的可生化性,并能去除局部COD,降低好氧处置有机负荷,减少了运转能耗。水解酸化过程能够在常温下停止,相关于完整厌氧反响,水解酸化反响对温度、pH等控制条件的请求低,运转操作愈加烦琐,HUSB不需设机械搅拌器,运转能耗低,同时提升了抗冲击负荷性能,可以应对水质水量的变化,保证出水稳定,为好氧运转发明条件。
活性污泥法处置工艺容易呈现丝状菌过度繁衍,产生污泥收缩现象,形成污泥流失、系统运转不稳定、有机物去除率降落、出水悬浮物和COD超标等问题,工程应用及研讨标明,即使采用SBR间歇式曝气工艺,也会在低污泥负荷长期运转时,或有机负荷升高、溶解氧(DO)降低时,产生丝状菌污泥收缩现象。针对本工程废水量小的特性,在SBR池进水端设置暂存池贮存水解池出水,进步SBR池的进水速度,缩短进水时间,进一步进步有机底物浓度梯度,促进菌胶团细菌繁衍,抑止丝状菌生长,进步了污泥活性,防止丝状菌污泥收缩现象的呈现。SBR工艺同时具有一定耐冲击负荷才能、操作灵敏、顺应性强的特性。
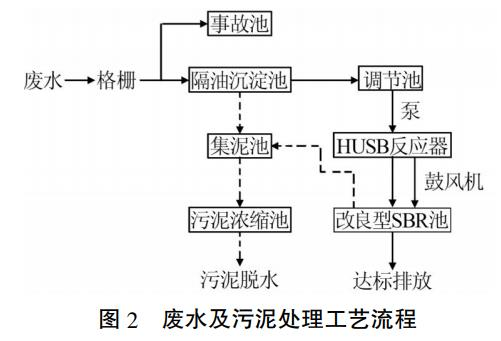
本工程采用格栅-隔油沉淀池-调理池-HUSB改进型SBR池工艺处置乳品废水,废水及污泥处置工艺流程见图2。
3、主要构筑物及设计参数
(1)格栅渠。尺寸2.0m×2.3m×1.7m,1座。内设间隙10mm的细格栅,拦截废水中的漂浮物及大颗粒悬浮物,人工定时清渣。清洗容器时会用酸洗和碱洗,排放废水pH变化较大,对污水处置的稳定运转产生不利影响。在格栅渠内设pH计和控制安装,依据pH的变化,手动或自动控制将pH偏向大的废水排入事故池,待中和后再平均少量调入调理池。
(2)隔油沉淀池。尺寸8.0m×2.0m×3.7m,1座,HRT为0.6h。乳品废水含有油脂,隔油沉淀池具有去除浮油和悬浮物的才能,降低生化系统处置负荷。池内设有集油安装和泥渣泵,别离出来的浮油和泥渣经过泥渣泵保送到污泥处置系统,泥渣泵型号为50ZW20PH,流量为10m3/h,扬程为20m,功率为4kW。
(3)调理池。尺寸15.0m×10.0m×5.2m,1座,HRT为12h。乳品废水为间歇性排放,水质、水量不平均,设置调理池以应对水质水量的动摇,同时接纳事故池中和后废水。调理池内设有2台双曲面搅拌机,型号为GSJ要2000,功率为3kW,潜污泵2台,1用1备。
(4)事故池。尺寸10.0m×7.0m×5.2m,1座。
(5)HUSB反响器。尺寸14.4m×4.2m×8.0m,1座,HRT为6~10h。HUSB反响器分两格,并联运转,单格尺寸7.2m×4.2m×8.0m,为进步反响器布水平均性和泥水混合水平,设有循环泵回流局部出水,循环泵流量为30m3/h。
(6)改进型SBR池。尺寸14.4m×7.1m×6.0m,1座。SBR池设3格反响池,交替运转,每格有效容积为550m3,进水端暂存池有效容积为180m3,SBR池运转周期为12.0h,进水1.0h,反响8.0~9.0h,沉淀1.0h,滗水1.0~1.5h,排水比为1:3,滗水深度为1.8m,可依据水质变化状况灵敏控制操作周期内的反响过程。反响池内设有潜水搅拌机,曝气系统采用管式曝气器,罗茨风机风量为8.7m3/min,风压为53.9kPa,功率为15kW,排水采用无动力浮动式滗水器,滗水水量为180m3/h,SBR池内设有液位计和电动控制安装,运转过程采用PLC控制,经过反响过程的时序控制,完成脱氮、去除COD功用。
(7)污泥浓缩池。尺寸5.0m×5.0m×5.5m,1座,HRT为24h。污泥采用重力浓缩,上清液回流到调理池,浓缩污泥经过叠螺污泥脱水机停止脱水。
4、工程调试及运转
4.1 运转效果剖析
该工程于2018年2月完工并实行调试,采用城市污水处置厂脱水污泥接种于SBR池,经过2个月调试运转,各处置单元处置效果稳定,结果见表2。

由表2可知,HUSB反响器对COD、SS的均匀去除率分别为41.0%、35.1%,对COD和SS有良好的去除效果,可明显降低SBR池的有机负荷,蛋白质经水解反响合成为氨基酸,释放出氨氮,水解池的出水氨氮升高,SBR池对COD、SS、NH3-N的均匀去除率分别为89.1%、71.3%、78.1%。系统运转稳定后,当地环保部门对出水连续检测,每天采样3次,结果标明,处置出程度均COD、BOD、SS、NH3-N分别为77、14.0、42、10.2mg/L,到达《污水综合排放标准》(GB8978-1996)一级排放规范。
4.2 运转过程
(1)HUSB反响器运转时应坚持一定的上升流速,完成泥水充沛混合,以进步水解效果,流速范围为0.7~1.2m/h,运转初期消费废水量缺乏,经过开启循环泵回流局部出水,维持HUSB反响器内的上升流速,保证了厌氧污泥和污水的平均混合。SBR池排放剩余污泥可依据需求送至HUSB停止消化处置,减少污泥排放量。
(2)工程运转初期,原水水量缺乏时,充沛应用SBR工艺的灵敏性,适时调整运转方式,采取白昼运转、夜间闲置、间歇曝气的措施,最大限度地降低因SBR池在过低的污泥负荷下运转,产生丝状菌过度生长的可能,同时降低了运转能耗。缩短SBR池进水时间后,进一步增加进水有机底物浓度梯度,促进菌胶团细菌的繁衍,也限制了丝状菌的生长。
(3)乳品废水水质、水量浮动大,当进水有机物浓度偏高时,容易形成SBR池的有机负荷增加,DO缺乏,此时延长曝气时间,增加曝气量,经过强化曝气保证DO充足,促进菌胶团细菌的繁衍,抑止丝状菌生长,到达良好的处置效果,项目运转期间,未发作因丝状菌过度繁衍而造成的污泥膨胀现象。
4.3 运转费用
直接运转费用包括电费、药剂费。本工程装机容量为107kW,工作容量为80.5kW,均匀日耗电为721.6kW•h,按电价以0.7元/(kW•h)计,电费为0.51元/m3,PAM耗费量为0.40kg/d,价钱为20000元/t,药剂费用为0.01元/m3。直接运转费用合计0.52元/m3。
5、总结
(1)采用HUSB-改进型SBR工艺处置乳品废水,运转结果标明,处置出程度均COD、SS、NH3-N分别为56、35、9.3mg/L,到达《污水综合排放标准》(GB8978-1996)一级排放规范。
(2)改良SBR运转方式,缩短进水时间,进步进水有机底物浓度梯度,抑止丝状菌过度繁衍,在高有机负荷时采取强化曝气,保证DO充足,防止丝状菌污泥膨胀现象的呈现。
(3)控制系统采用PLC集中控制和现场手动相组合的控制方式,操作简单、运转稳定牢靠。
(4)HUSB-改进型SBR工艺处置乳品废水,具有处置效率高、运转稳定、运转费用低、耐冲击负荷性能强、操作灵敏的特性,具有推行应用的价值。
