工业污水,工业废水处理免费方案咨询电话:400-699-1558 ,江苏铭盛环境24H手机热线:158-9646-8025
随着在机械加工行业的发展,具有冷却、光滑、清洗、防锈等功用的切削液被普遍应用,其带来的大量切削液废水的排放和污染问题也逐年加重。我国早在1998 年就发布了[1998]089 号文件,将切削液废水列入乳化废液的一种,为风险废物,对人及环境都有很大危害,必需经过严厉处置才可以排放。但切削废液成分复杂、浓度高、难降解且配方机密,给废水的处置带来极大难度,因而需求在深度处置之前先对其实行破乳预处置,以降低后续深度处置的负荷。
预处置办法通常包括酸析法、盐析法、化学混凝法等。酸析法所用药剂通常为强酸,也可用废酸液替代纯的酸性试剂。李义久等应用浓硫酸对乳化废水实行酸化破乳,COD 去除率可到达75. 2%,但强酸造成设备的腐蚀,也易对人身形成伤害。盐析法是向废水中投加无机盐类物质至一定浓度,毁坏油珠的水化膜。但盐析法药剂投加量较大时价钱较贵,并且产生大量污泥沉淀,给后续处置增加难度。化学混凝沉淀法具有工程投资少、工艺简单、处置效果好等优点,普遍应用于废水处置范畴。处置过程中,只用一种絮凝剂,用量大、效果差且沉降时间长,所以让无机絮凝剂和有机絮凝剂互相配合运用,综合两者优点,不只能克服无机絮凝剂沉淀速度慢、吸附架桥性能弱和投药量较多等缺陷,而且能够降低处置费用的同时提升废水的处置效率,获得1+1>2 的效果。
本文采用化学复合混凝预处置进行切削液工业废水处理,经过比较实验,选取聚合硫酸铁( PFS) 、聚合氯化铝( PAC) 、聚合氯化铝铁( PAFC) 和聚合硅酸铝铁( PFASS) 四种絮凝剂配合助凝剂聚丙烯酰胺( PAM) 对切削废水实行处置,选出最佳絮凝剂,并探求复合混凝的优势之处。应用正交、单要素实验剖析复合混凝实验影响要素的主次、测试去除效果、并讨论混凝作用机理,从而确认最佳絮凝条件下经济有效的组合工艺参数,为切削液废水预处置范畴办法的选择以及实践应用提供参考和借用。
1 实验
1. 1 实验水样:本实验所选切削液废水为深圳市某精细加工公司产生的切削废液,其废水初始COD 约3×104 mg /L,pH 值约为7. 7,且伴有难闻刺激性气息,废水呈灰白色,乳化状态稳定,是近年来金属加工行业普遍存在的一种高浓度机械加工切削液废水。
1. 2 实验试剂及仪器:实验试剂: 聚合氯化铝( PAC) ,聚合硫酸铁( PFS) ,聚合氯化铝铁( PAFC) ,聚合硅酸铝铁( PFASS) ; 聚丙烯酰胺( PAM) ,均为工业纯; 氢氧化钠、盐酸,均为分析纯。实验仪器: TW-6000CODcr 水质连续自动检测系统,北京普析通用义务有限公司; InoLab pH 730 台式精细pH 测试仪,德国WTW 公司; ZR4-6 混凝六联搅拌机,深圳市中润水工业技术开展有限公司; BS124S 电子精细天平,赛多利斯科学仪器有限公司; 磁力搅拌器,德国IKA 公司; DF-101S 集热式磁力加热搅拌器,江苏晨阳电子仪器厂。
1. 3 实验办法:取切削液废水1 L 于烧杯中,在pH 值、温度、搅拌强度和PAM 投加量相同的条件下,分别加入等量的混凝剂PAC、PFS、PAFC 和PFASS,挑选出最佳混凝剂; 调整混凝剂的投加量、pH、温度和搅拌强度等实行正交实验; 依此为依据,得出影响切削液废水降解效果的主次要素,优化主要要素用量; 讨论复合混凝法对切削废水的影响; 在以上最佳条件下实行实验,检测COD 的去除效果。
2 结果与讨论
2. 1 最佳混凝剂确认:在其他影响要素和实验条件相同的状况下,分别添加2. 5 g /L 和5 g /L 两种不同添加量的聚合氯化铝、聚合硫酸铁、聚合氯化铝铁和聚合硅酸铝铁,并配适宜量PAM实行实验,察看实验现象,取上层清液测定其COD 值。
图1 为四种混凝剂分别投加2. 5 g /L 和5 g /L 时的破乳效果比照图。
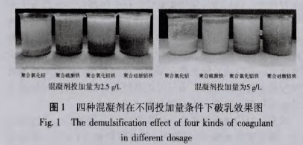
总体来说,混凝剂投加量为5 g /L 比2. 5 g /L 的破乳效果好。对比四种混凝剂,聚合氯化铝对切削液废水破乳效果最好,絮体密实、分层明显、上清液透光性好且较为清透; 聚合氯化铝铁和聚合硅酸铝铁添加2. 5 g /L 时,破乳效果较差且上层液体较混浊,随着投加量增大,破乳效果逐步变好,而聚合硫酸铁破乳效果一直不理想。
将经过混凝剂破乳后产生的上层清液实行COD 测试,结果如图2 所示。
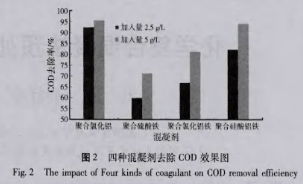
从图2 中能够看出,四种混凝剂对切削液废水的COD 都有一定的去除效果。聚合氯化铝和聚合硅酸铝铁对切削液废水中的COD 的去除效果明显优于聚合硫酸铁和聚合氯化铝铁。聚合氯化铝参加后,矾花较大,絮体产生速度快,静沉后上层为清透黄色液体。并且相比聚合硅酸铝铁,在添加量较少的状况下就能够到达很好的破乳效果,并节约药剂的投加用量。所以,选择聚合氯化铝为混凝剂。
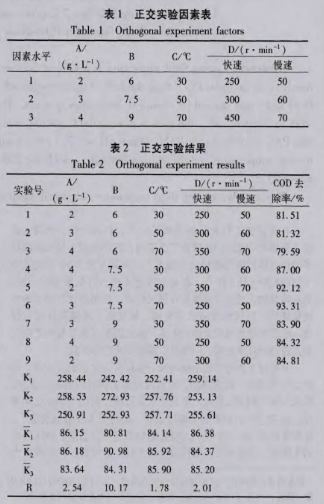
2. 2 正交实验设计:选取混凝剂PAC 的投加量( A) 、水样的pH ( B) 、温度( C) 、搅拌强度( D) 4 个要素为正交实验的因子,以COD 降解率为实验评价规范,选取了3 水平4 要素的L16( 34 ) 正交实验.经过表2 剖析得出,最佳优化组合为: A2B2C2D1,即PAC的投加量为3. 0 g /L,pH 为7. 5,温度为50 ℃,搅拌速度为快速250 r /min 慢速50 r /min。此时,去除率能到达94. 2% 以上。并且得出,影响混凝效果要素的主次顺序为: pH>混凝剂投药量>搅拌速度>温度。关于实验结果影响最大的是pH,精确控制pH 关于COD 的去除至关重要; 其次是混凝剂PAC 的添加量; 温度及搅拌速度影响较小。在正交实验的根底上,对影响要素做进一步的优化和讨论。
2. 3 影响要素的优化
2. 3. 1 pH 值对混凝效果的影响:pH 值是影响混凝效果的重要指标,它对胶体颗粒外表的电荷、混凝剂的性质及混凝剂自身都有很大影响。从正交实验结果来看,pH 对切削液废水的去除效果影响最大,起到了决定性的作用。在不同的pH 值条件下,混凝剂所生成的水解产物不同,胶体颗粒的电荷和电泳速度也不同,同时存在的化合物的形态及其数量也会随之不同。存在数量多的化合物作用最大,而不同的pH 值,这些不同形态和不同数量的化合物,对混凝的效果也是不一样的,因而调整最佳pH 值,就是要调整出能产生最佳的混凝效果的混凝剂水解产物形态,从而加快絮体生长并到达最好的沉降效果。
为了研讨pH 值对切削废液降解效果的影响,在PAC 投加量为3 g /L,温度为50 ℃,搅拌参数为250 r /min 快速搅拌2 min,50 r /min 慢速搅拌5 min 的条件下,分别调整pH 值为5、6、7、8、9、10,静置沉淀2 h后,察看实验现象,取上层清液测定COD,实验结果如图3 所示。
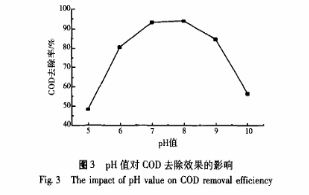
从图3 能够看出,pH 过低,混凝效果差,矾花不明显;在中性偏碱性时,去除效果较好; 而随着pH 值增大,去除效果又快速降低,且沉降速度变慢。与韩利华等的实验结果相近,即切削液废水在中性及偏碱性条件下,混凝效果相对较好。这是由于pH 值过低,溶液中以单体离子状态为主,凝聚作用差; pH 过高,水解形态逐步转变成多核聚合物的汇集体及Al( OH)3凝胶,混凝作用降低; 而当pH 值在最佳范围内时,所投加的药剂均能使其水解成多核羟基配合物Al13( OH) 5+34,经过电中和吸附微粒,并压缩双电层使微粒脱稳,再应用其高分子构造停实行吸附架桥,因而具有较好的混凝效果。从图3 还能够看pH 在7. 0~ 8. 0 范围内,切削液废水COD的去除效果随体系的酸碱变化进入一个稳定区间,简直没有明显浮动,而切削液废水的初始pH 值为7. 7,正好在此稳定区间内,故从药品的节约及操作方面考量,直接能够选择不调pH实行混凝实验。
2. 3. 2 混凝剂PAC 投加量对混凝效果的影响:在pH 值为7. 7( 不调) ,温度为50 ℃,搅拌参数为250 r /min快速搅拌2 min、50 r /min 慢速搅拌5 min 的条件下,分别参加1、2、3、4、5 g /L 不同量的PAC,静沉2 h 后,察看实验现象,取上层清液测定COD,实验结果如图4 所示。

从图4 能够看出,随着混凝剂PAC 投加量的增加,COD去除率也明显升高,在投加量为3 g /L 时效果最好。而在1 g /L时,无明显现象,整体仍呈灰白色且没有矾花产生; 继续加大投加量到3 g /L 时,矾花明显增大,上清液为明澈的黄色液体;再继续添加,效果趋于稳定,COD 去除率已无明显变化,但泥量相应变大,沉降时间也随之延长。这与王书杰等的研讨结果大致相同,总体呈现出的去除效果为先大幅增加再趋于稳定最后稍有降低,产生这种状况是由于投加量过多,已构成絮状物被过多的混凝剂包围,不能与污染物络合构成更大絮状沉淀,会产生“胶体维护”,也就是再稳现象,所以絮凝效果变差。而最佳投加量下,高分子混凝剂PAC 构成的共聚物经过吸附架桥、紧缩双电层和电性中和的作用,使胶体粒子疾速凝聚并逐步下沉,从而到达很好的降解效果。
2. 3. 3 温度对混凝效果的影响:在pH 值为7. 7 ( 不调) ,PAC 投加量为3 g /L,搅拌参数为250 r /min快速搅拌2 min,50 r /min 慢速搅拌5 min 的条件下,分别设定反响温度为20、30、40、50、60、70、80、90 g/L,静沉2 h 后,察看实验现象,取上层清液测定COD,实验结果如图5 所示.
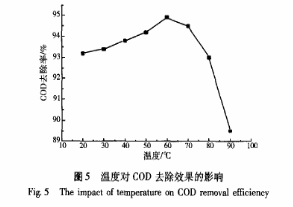
从图5 中看出,在混凝过程中,随温度的升高,COD 的去除效果呈现先升后降的趋向。在温度为60 ℃时,COD 去除效果最好,而温度过高,胶体粒子运动加剧相互碰撞增加,使已构成的絮团破碎,不利于构成更大絮体沉降。由实验结果能够看出,反响温度在20 ℃ 以上时,去除率就能够到达93. 0%。由于本地域一年内大多数时间温度都在20 ℃以上,且如对水温实行人为的控制,投加加热设备无疑会加大运转费用。所以,选择在常温下实行切削液处置,既可得到很好的效果,又可以降低处置费用。
2. 3. 4 搅拌条件对混凝效果的影响:实验过程中,搅拌强度直接影响到悬浮颗粒生长、汇集以及沉降速率。从正交实验结果以及后续实验来看,先250 r /min 快速搅拌2 min,再50 r /min 慢速搅拌5 min,絮凝效果比拟好。这是由于搅拌速度和搅拌时间适中,有利于混凝剂的分散伸展,使其与胶体粒子充沛接触,卷扫网捕构成絮团沉降,若搅拌时间过长、搅拌速渡过快,会使刚构成的比拟松懈的大絮团打碎,混凝效果反而不好。
2. 4 复合絮凝法对处置效果的影响:为了直观表现复合混凝法优势效果,用相同实验流程,分别用不同的混凝办法,即单独加PAC、单独加PAM 和PAC、PAM 复合运用,经过对比它们在各自最佳条件下对切削废水处置效果,进一步阐明无机混凝剂PAC 与有机混凝剂PAM 复配比单独处置效果更具优势,而表3 很好地阐明了这点。
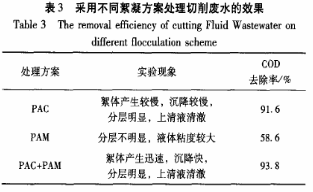
从表3 能够看出,PAM 单独运用时,处置效果并不理想,两者复合运用与PAC 单独运用相比,去除效果尽管相差不大,但絮体产生快、矾花密实,沉降疾速,提升了混凝效率,而且产泥量较少,减少后续处置负荷,愈加经济节约。因而,对比3 种混凝剂投加量,PAC 与PAM 混合运用远远好于两者单独运用。而这是由于PAM 是一种线性高分子物质,经过与无机混凝剂PAC 的联用,对生成的絮体产生吸附架桥作用,不只絮体产生疾速、沉降速度快,大大加快了混凝速度,而且产泥量少,上清液更为明澈,在实践应用中也更为经济。但PAM 投加量的也有一定的适合范围,若添加过量则会增加水体粘度,反而不利于混凝。
3 结论
本实验经过正交实验、单要素实验和比照实验,确认最佳混凝剂,讨论pH 值、PAC 投加量、混凝温度、搅拌强度等要素对处置效果的影响,并考证复合混凝剂的优势,得出主要结论如下:
( 1) 比照四种无机混凝剂处置切削废水的效果,PAC 的处置效果好于其他三种。
( 2) 影响混凝效果的主次要素为: pH>混凝剂投药量>搅拌速度>温度。
( 3) 优化影响要素,得到最佳工艺参数: pH 值7. 0 ~ 8. 0,PAC 投加量3. 0 g /L,PAM 投加量0. 2 g /L,温度为室温,搅拌参数为250 r /min 快速搅拌2 min、50 r /min 慢速搅拌5 min,COD 的去除率可高达93. 8%以上。
( 4) 采用无机-有机混凝剂复合运用处置切削废水,不只沉降速度快,出水明澈,混凝效率高,而且产泥量少,降低了后续深度处置的负荷,工艺简单经济,是一种卓有成效的预处置计划。
