工业污水,工业废水处理免费方案咨询电话:400-699-1558 ,江苏铭盛环境24H手机热线:158-9646-8025
工业行业中,为了加强产品外表的耐腐蚀性以及增强表面美观性,常常会采用用到电镀工艺对产品外表面进行处理,镍、铬、锌、铜等都是常用的镀层金属。依据请求到达的处置效果不同,选用的金属也不同。
通常电镀行业要求大量应用镍及化合物,总所周知它是重金属,但镍的毒性以前却未被很多人认识理解,最近科学实验证明,尽管镍盐或金属镍的经口毒性较小,但一些镍的化合物,如狱基镍和镍尘都被认定为是致癌物质。世界卫生组织WHO所属的国际癌症研讨机构IARC发布的39类对人致癌物质中,镍被列为其中之一。所以为控制镍对人的危害,国家已制定了排放规范。
另外,由于镍离子属于有价金属,有很高的回收价值,故大多数电镀厂都尽可能的做回收处置。
目前,含镍工业废水处理的方式主要分为3类:(1)经过化学反:化学沉淀法、还原法等化学反响方法到达去除重金属。(2)经过吸附别离、离子交换和生物膜等。(3)借助微生物的絮凝、富集等作用。这些办法中,其中化学反响法也是目前最普遍最方便的方式,它具有较好的顺应性。在废水中添加适量的沉淀剂,使废水中的镍离子以不同形态的化合物方式沉淀,从废水中去除。
本文是以氢氧化钠为沉淀剂,30%双氧水为氧化剂,聚合氯化铝为混凝剂。废水经处置后可到达国家排放标准(GB8978-1996)。
1 实验仪器和试剂
Varian AA 240火焰原子吸收分光光度计、pHS-25型pH计、氢氧化钠、30%双氧水、聚合氯化铝、某含镍废水(镍含量7840mg/L)。
2 结果与讨论
2.1 pH值对镍离子去除率的影响
量取6个1L的过滤后含镍废水,用氢氧化钠调整 pH值至8,搅拌反应20min,在25℃下再依次调整pH为9、10、11、12、13,搅拌反应5min。然后分别添加0.4%的高分子絮凝剂聚合氯化铝,用磁力搅拌器搅拌均匀后,沉淀30min,然后取上清液过滤后,测试其镍离子含量,得出镍离子的去除率与pH值的关系如下。
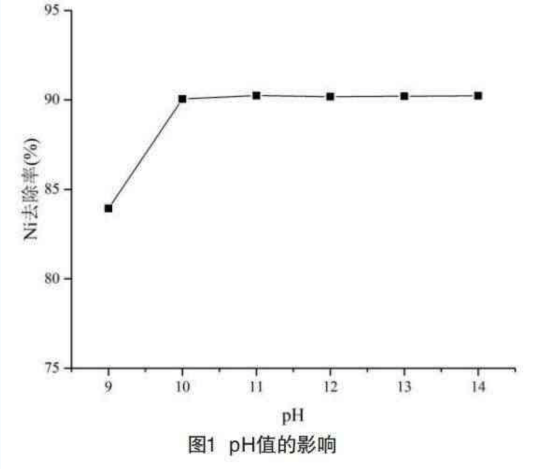
从图1能够看出,镍离子的去除随着pH值的升高而增大,当pH值在11时,废液中镍离子去除率开始变得平缓。在pH值9~10时,添加的氢氧化钠主要于废液中的其他离子反响,氢氧化钠对镍离子的去除不起作用;pH值调整至11时,镍离子的去除率到达了一个顶峰。此时废液中参加的氢氧化钠主要与废水中的镍离子反响。pH值再升高,镍离子的去除率变平缓,证明此时氢氧化钠与镍离子反应接近饱和。
2.2 双氧水对镍离子去除率的影响
量取6个1L的过滤后含镍废水,用氢氧化钠调整pH值至8,反响20min,在25℃下再次添加氢氧化钠调整废液的pH为11,反响5min。然后添加0.4%的高分子絮凝剂聚合氯化铝,用磁力搅拌器搅拌均匀,在沉降过程中分别慢慢添加30%双氧水10mL、20mL、30mL、40mL、50mL、60mL反响30min,沉淀后取上清液过滤,检测其镍含量,得到镍离子的去除率与双氧水的用量关系如下。
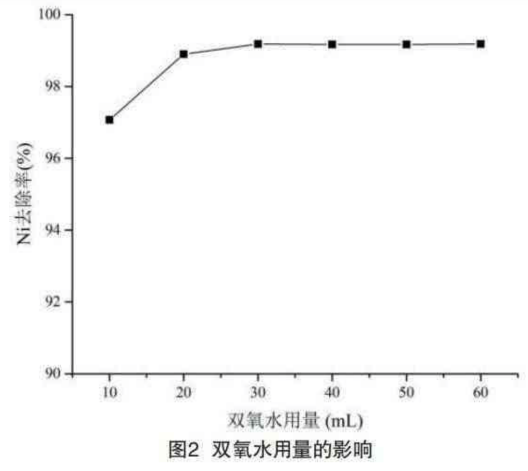
从图2中能够看出,随着双氧水的添加量的增加,镍离子的去除效率随之增大,当双氧水的量/含镍废水量到达3%时,镍离子的去除率到达最大;随着双氧水的持续滴加,镍离子的去除率变化不大。
2.3 反响温度对镍离子去除率的影响
量取6个1L的过滤后含镍废水,用氢氧化钠调整 pH值至8,反响20min,分别在25℃、30℃、
40℃、50℃、60℃、70℃下再次添加氢氧化钠调理废液的pH为11,反响5min。
然后参0.4%的高分子絮凝剂聚合氯化铝,在沉降过程中慢慢添加30mL的30%双氧水,反响30min,沉淀后取上清液过滤,检测其镍含量,得出镍离子的去除率与温度的关系如下。
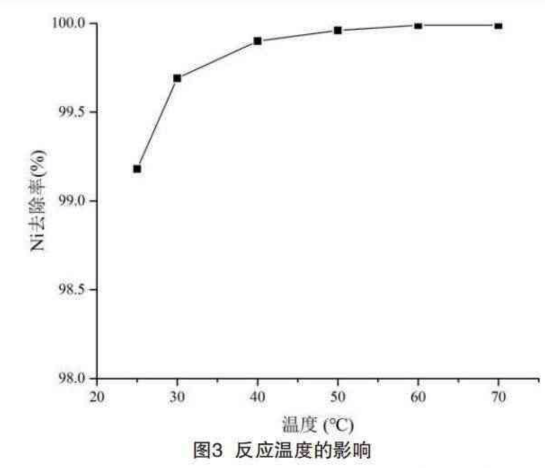
由图3能够看出,随着反响温度的升高,镍离子的去除效率随之提升,当温度升高至60℃时,镍离子的去除率随之平缓。反响温度的升高有利于镍离子和氢氧化钠的反响及双氧水的破络作用,在
60℃时到达一定的饱和状态。
3 总结
综上所述经过实验研讨能够得出最佳工艺路线为:pH值为11,双氧水用量/含镍废水量为3%,反响温度60℃。在此条件下镍离子的去除率到达99.99%。镍离子含量为0.978mg/L,到达国家排放标准(GB8978-1996)。
