铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
半夏泡制废水来自半夏加工的预处置阶段,包括洗濯和浸泡等工序。废水呈现乳白色,具有激烈异味,CODCr、NH3-N和SS含量高,且随洗濯和浸泡工序及次数的变化发作很大变化。天水市某中药材加工商行,每年8月至10月份加工半夏药材及其它中药材,每天加工半夏药材1t,产生废水8~9t,废水中含有生物碱、有机酸、多糖、甾醇、半夏蛋白、氨基酸、挥发油及无机元素等多种化学成分。由于药材加工工艺特性,废水为不连续排放。
1、废水水量、水质及排放规范
1.1 废水水量
设计处置总水量10m3/d,包括1m3/d的厂区生活污水。
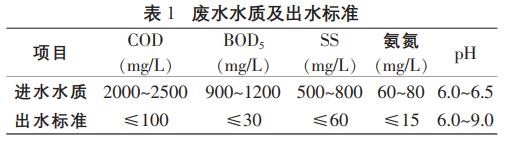
1.2 废水水质特性及排放规范
该厂地处中国西北地域,该废水处理达标后直接排入地表水体。设计出水水质请求到达《污水综合排放规范》(GB8978-1996)表4一级排放规范。废水水质及出水规范如表1所示。
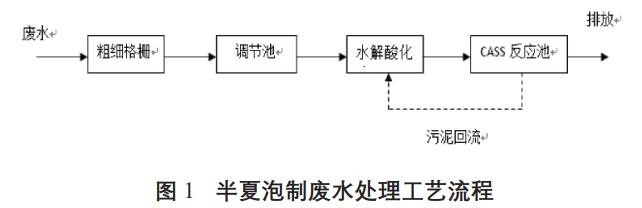
2、处置工艺流程
混合废水首先经粗细格栅拦截块状及大的悬浮杂质后进入调理池,调理池将不同泡制阶段的废水混合平均水质;然后废水进入水解酸化池,水解酸化池出水进入CASS反响池,在CASS反响池经过好氧缺氧系统深度处置沉淀后,其出水达标排放。CASS反响池产生的剩余污泥回流至水解酸化池厌氧降解。工艺流程图如图1所示。
2.1 处置工艺特性
针对半夏泡制废水中悬浮物含量高,且高CODCr等特性,采用水解酸化+CASS处置工艺,对间歇性排放废水顺应强,抗冲击负荷才能强、工艺运转灵敏、生化处置效果好,出水水质稳定。水解(酸化)处置办法是一种介于好氧和厌氧处置法之间的办法,和其它工艺组合能够降低处置本钱提升处置效率。水解酸化工艺依据产甲烷菌与水解产酸菌生长速度不同,将厌氧处置控制在反响时间较短的厌氧处置第一和第二阶段,即在大量水解细菌、酸化菌作用下将不溶性有机物水解为溶解性有机物,将难生物降解的大分子物质转化为易生物降解的小分子物质的过程,从而改善废水的可生化性,为后续处置奠定良好根底。水解酸化-好氧生物处置工艺中的水解目的主要是将原有废水中的非溶解性有机物转变为溶解性有机物,特别是工业废水处理,主要将其中难生物降解的有机物转变为易生物降解的有机物,提升废水的可生化性,以利于后续的好氧处置。思索到后续好氧处置的能耗问题,水解主要用于低浓度难降解废水的预处置。CASS工艺是周期循环活性污泥法的简称,又称为循环活性污泥工艺。该工艺流程简单、占空中积小、投资低、生化反响动力强、沉淀效果好、运转灵敏、抗冲击负荷才能强、污泥不易收缩、剩余污泥量少,而且脱氮除磷效果好,曾经普遍应用于不同种工业废水的工程理论中,获得了良好的经济、社会和环境效益。
因而半夏泡制废水中生物碱、有机酸、多糖、甾醇、半夏蛋白、氨基酸、挥发油等大分子有机物先在水解酸化池中合成成小分子有机物,然后进入CASS反响池,再经好氧—缺氧系统处置,有机物最终被氧化为二氧化碳和水,有机氮和无机氮经过硝化—反硝化生物作用复原为氮气释放。
3、主要处置构筑物及设计参数
3.1 调理池调理池为钢筋砼构造,采用地埋式建造。尺寸5.0m×3.0m×3.0m,有效容积为36m3,HRT为3.6d,不只起到调理水质作用,同时作为事故应急池。调理池装置2台潜污提升泵进水(1用1备),流量6m3/h,扬程10m,功率0.75kW。
3.2 水解酸化池
水解酸化池同CASS反响池合建,钢筋砼构造,采用公开2m地上3m建造方式。水解酸化池尺寸2m×3m×5m,有效容积24m3。水力停留时间为2.4d,外表负荷为1.0m3/(m2·h),容积负荷为0.5kg/(m3·d),水解酸化池中装置1台潜水搅拌器,功率为1.5kw。CASS反响池尺寸为4m×3.0m×5m,有效水深4.0m,有效容积为48m3,其中缺氧区容积为12m3,好氧区容积36m3,容积负荷为0.26kg/(m3·d),采用浮筒式滗水器,滗水深度0.8~1.2m,滗水体积9.6m3~14.4m3。空气扩散采用旋曝气头,鼓风机为回转式低噪音风机2台(1用1备),型号HD-501S,风量1.4m3/min,风压50kPa,功率2.2kW。
4、工程调试
为了快速启动水解酸化池及CASS反响池,污泥接种采用投加城市污水处置厂厌氧消化脱水污泥,投加量约为0.5t,直接一次性分别投加到水解酸化池和CASS反响池。在启动初期,废水进入水解酸化池后,每天间歇启动潜水搅拌器,以保证污泥充沛悬浮,快速培育厌氧菌群。等废水进入CASS反响器后,采用间歇曝气方式,曝气2~4h,沉淀2h,继续曝气2~4h。废水到达CASS反响池滗水水位后,将上清液排放。整个系统稳定调试15d后,系统稳定运转,活性污泥性能良好,活性污泥表现为絮凝体较大,沉降性好,污泥沉降比SV在30~40,污泥浓度3000~4000mg/L,出水水质明澈。镜检察看呈现的生物有钟虫属、盖虫属、有肋木盾纤虫属、独缩虫属、聚缩虫属、各类吸管虫属、轮虫类、累枝虫属、寡毛类等固着型种属或爬行型种属。
5、运转结果及剖析
系统自2016年8月运转以来,系统运转稳定。从表2统计数据能够看出,系统对对COD、BOD5和氨氮都有很高的去除率,分别为97.7﹪、98.0﹪和96.3﹪以上,出水水质均到达国度污水综合排放规范(GB8978-1996)一级排放规范。

6、经济技术剖析
废水处置站总投资为27.0万元,主要运转费用为电费,每天24元,由于污水处置站运转灵敏,设备操作简单,管理人员为厂区人员兼职。关于排水量小,污染物浓度较高,废水排放为间歇性生产企业,该工艺顺应强,运转管理便当,运转费用低。废水处置设备运转后,可处置废水900t/a,削减COD为2.2t/a,削减氨氮69.3kg/a,大大减轻了水体污染,环境效益明显。
7、结论
针对半夏泡制药材加工企业,废水排放量小,间歇性排放,废水中CODCr、悬浮物、NH3-N浓度较高等特性,采用水解酸化+CASS工艺,对废水中的有机污染物实施厌氧—缺氧—好氧处置,同时实施了硝化—反硝化生物脱氮,对氨氮去除效率高。该工艺具有耐冲击负荷高、处置效率高、运转灵敏、设备操作简单及系统启动快等优点。该废水处置站建成后不只满足了现阶段生产废水处置需求,也能满足该厂后续生产扩张的需求。由工艺运转数据可知,水解酸化池出水中氨氮升高,主要是由于植物蛋白水解后形成,但经过CASS工艺后仍然获得十分好的氨氮去除率,使出水水质到达国度污水综合排放规范(GB8978-1996)一级排放规范。