欢迎访问江苏铭盛环境设备工程有限公司官方网站!
网站地图
污水处理
联系我们
全国服务热线:
15896468025
网站首页
工业废水处理
新闻中心
工程案例
设备产品
企业介绍
联系我们
当前位置:
主页
>
新闻中心
>
行业资讯
>
公司新闻
分享至:
混凝-气浮工艺在化工废水处理中的应用 原平废水
更新日期:2022-04-23 12:54
铭盛环境
——
工业污水,工业废水处理专家,提供污水处理解决方案
新型煤化工面临用水量大、污水排放量大的严峻问题,能够说,新型煤化工可能会形成水资源匮乏及严重的环境污染。而且,煤化工废水具有色度大、COD值高、成分复杂、有毒有害等特性。因而,关于煤化工
工业废水处理
实施实验研讨,进而经过经济有效的处置工艺降低其废水排放量的意义严重。
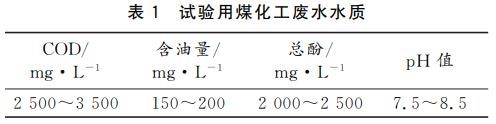
1、废水来源及水质
实验原水取自某钢铁公司调理池出水,其水质情况如表1所示。
2、实验试剂及仪器
2.1 实验试剂
聚合氯化铝(PAC),聚合硫酸铁(PFS),阳离子聚丙烯酰胺(CPAM),阴离子聚丙烯酰胺(APAM),聚二甲基二烯丙基氯化铵(PDMDAAC),试亚铁灵指示剂,四氯化碳、氯化钠、重铬酸钾、浓硫酸、硫酸银、溴化钾、碘酸钾、硫酸汞,剖析纯。
2.2 实验仪器
pHS-3C数字式pH计,FA1204B精细电子天平,HJ-6型六联搅拌机,MAI-50-红外测油仪,F202电热恒温枯燥箱。
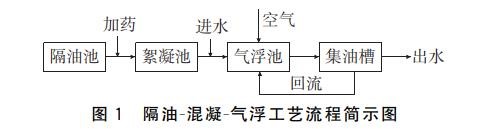
3、工艺流程及剖析项目
本实验采用25L的水桶充任隔油池,首先,煤化工含油废水在桶中静置4h,取水样测定含油量,其次,应用虹吸作用将污水实施投加药之后吸入到絮凝池中,第三,开启搅拌机搅拌0.5h,并经过进水泵、调理阀及释放器作用,使紧缩空气与回流水构成的溶气水进入到气浮池,最后,除渣,并运转一段时间后取适量待测水样。隔油-混凝-浮工艺流程如图1所示。
本实验主要剖析项目有COD、总酚、pH值及含油量,其中,COD的测定采用红外分光光度法,总酚的测定采用溴化滴定法,pH值采用pH计测定,含油量采用重铬酸钾法测定。
4、混凝沉淀法处置煤化工废水
4.1 混凝沉淀烧杯实验混凝沉淀烧杯实验主要调查的是药剂品种、投加量等对除油脱酚效果的影响。详细实验条件及步骤为:首先,加无机絮凝剂,快速(450r/min)搅拌1min,其次,加有机高分子絮凝剂,慢速(100r/min)搅拌5min,第三,静置30min,最后,取距液面2cm处清液,测定剖析项目。
4.2 混凝沉淀法处置煤化工废水实验结果及讨论
4.2.1 无机絮凝剂影响
本实验无机絮凝剂包括聚合氯化铝、聚合氯化铁、硫酸铝和破乳剂F-01。
不同无机絮凝剂品种和投加量处置煤化工废水实验结果显现:
1)在一定投加量范围内,废水污染物去除率随投加量增加而显著加强,之后,随着无机絮凝剂投加量的继续增加,废水污染物去除率反而呈现降落的趋向。此现象呈现的缘由可能是,絮凝剂的过量投加造成阳离子大量引入,呈现抑止和障碍作用,从而使体系脱稳,去除率降落。
2)4种无机絮凝剂中,聚合氯化铝(PAC)对煤化工废水的除油、脱酚效果最好,硫酸铝[Al2(SO4)3]最差,聚合氯化铝(PAC)的最佳投加量为200mg/L,去除率在40%左右。因而,本实验选用PAC。
4.2.2 阳离子度影响
阳离子度的上下会影响絮凝效果,进而影响废水污染物去除率。
本实验结果显现:
1)在一定阳离子度范围内,废水污染物去除率随阳离子度增加而疾速加强,之后,随着阳离子度的继续增加,废水污染物去除率在坚持一定程度后呈现显著降落趋向。缘由可能是,阳离子大量引入会造成聚合反响不完整,聚合产物特性黏度低,且会抑止电中和作用,进而影响煤化工废水污染物去除率。
2)阳离子度在15%~45%时,去除效果较好,且当阳离子度为15.8%时,去除效果到达最佳,可达60%左右。因而,本实验选择阳离子度为15.8%。
4.2.3 特性黏度影响
特性黏度会影响絮凝剂的吸附架桥性能,进而影响絮凝性能。
实验结果显现:
1)实验初期,污染物的去除率均随特性黏度的增大而增大,到一定范围后趋于稳定。这是由于,随着特性黏度增大,架桥作用越强,越容易构成絮体,絮凝效果越好。
2)特性黏度在400mL/g~550mL/g时,絮凝剂效果较好,且为443mL/g时,去除率到达最大,为60%左右。因而,本实验选择特性黏度为450mL/g。
4.2.4 pH值影响
为了调查pH值对混凝沉淀除油脱酚的效果影响,调理pH值为2~12,并实施实验。
实验结果显现:
1)随着pH值的增加,污染物去除率表现出先增加后减小的趋向,而且低pH值对去除率的影响要大于高pH值。缘由可能是,在弱碱环境中,能坚持混凝剂的水解反响充沛实施,混凝效果较好,而较低的溶液pH值不利于阳离子水解,进而不能有效吸附水中污染物。
2)在pH值为8左右时,去除效果最佳,可达60%左右。由于实验原水pH值为7.5~8.5,出于经济性思索,不对原水pH值实施调整。
4.3 混凝-气浮法处置煤化工废水实验结果及讨论
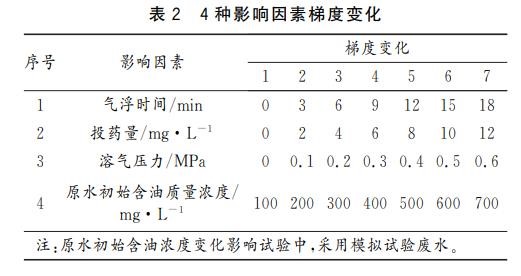
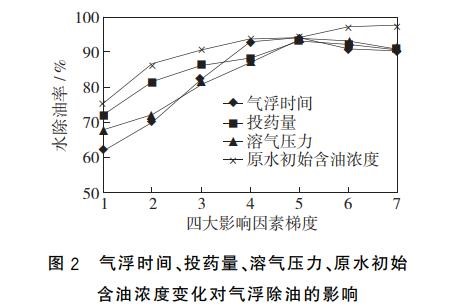
混凝沉淀法处置煤化工废水污染物最高去除率仍不到70%,而混凝-气浮处置煤化工废水能够进一步提升废水污染物的去除率,因而,混凝后需实施后续的气浮处置。本实验主要调查四大要素对气浮除油效果的影响。详细气浮时间、投药量、溶气压力、原水初始含油浓度变化4种要素参数值如表2所示,实验结果如图2所示。
4.3.1 气浮时间影响
由图2实验结果可知,气浮时间在0min~10min时,随着气浮时间的增加,煤化工废水的除油率疾速增加,当气浮时间为9min时,除油率根本到达最大,为92.5%,然后随着气浮时间的不时增加,除油率不但没有增大,反而有小幅度减小。可能是由于,气浮时间过长,会造成构成的絮粒越来越大而下 沉,因而,肯定最佳气浮时间为9min。
4.3.2 投药量影响
由图2实验结果可知,与气浮时间影响相似,当投药量在0mg/L~8mg/L时,随着投药量的增加,煤化工废水的除油率随之增加,当投药量为8mg/L时,除油率到达最大,为93%,然后随着投药量的不时增加,除油率反而有小幅度减小,可能是大的投药量影响了气浮反响所致,因而,肯定P(AMGDMDGMMA)最佳投药量为8mg/L。
4.3.3 溶气压力影响
由图2可知,溶气压力在0MPa~0.4MPa时,随着溶气压力的增大,气浮的除油率也在不时增大,可能是由于溶气压力越大,溶解的气体量越大,气浮效率也就越高。但当溶气压力在0.4MPa~0.5MPa时,气浮的除油率趋于稳定,不再增大,为93%左右。随后,随着溶气压力的继续增大,除油率不但没有增大,反而有小幅度减小,这可能是由于压力超越0.5MPa后,压力的增大并不能使气泡粒径继续减小,还会呈现气泡数量过多而使气浮效果变差。因而,最好将溶气压力控制在0.4MPa~0.6MPa。
4.3.4 原水初始含油浓度的影响
由图2可知,与其他影响要素不同,煤化工废水除油率随着原水初始含油质量浓度的增大而增加,只是原水初始含油质量浓度在100mg/L~400mg/L时除油率增加更快,超越400mg/L时,随着浓度的继续增加,除油率升高较慢。本实验废水含油量为150mg/L~200mg/L,除油率为75%~80%。
5、结论
综上所述,关于煤化工含油废水,混凝-气浮处置比单纯混凝沉淀处置效果更好,混凝-气浮处置的最佳参数选择为:气浮时间为9min,P(AM-DMD-MMA)投药量为8mg/L,溶气压力控制在0.4MPa~0.6MPa,应用混凝-气浮处置煤化工废水实践原水,除油率为75%~80%,比单纯混凝沉淀处置的55%~60%要高出20%,因而值得在煤化工工业推行应用。
上一篇:
脱硫废水处理技术知识汇总 铁岭废水处理公司
下一篇:
铁碳微电解技术在含磷工业废水处理中的应用 齐
友情链接:
无锡污水处理
无锡废水处理
工业污水处理
工业废水处理
备案号:
苏ICP备20014966号-2