铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
高含油有机化工废水主要来源于石油、化工、焦化、钢铁、煤气发作站及机械加工等工业生产企业。含油废水假如不加以回收处置,不只会形成糜费,还会在排入河流、湖泊或海湾时污染水体,影响水生生物生存;若用于农业灌溉,则会梗塞土壤空隙,阻碍农作物生长。高油化工废水中含油量过高,不宜直接实施彻底的生化处置。需经过预处置、生化处置和后处置三阶段完成,其处置后的水质可以到达排放规范。
1、高含油有机化工废水污染物的分类
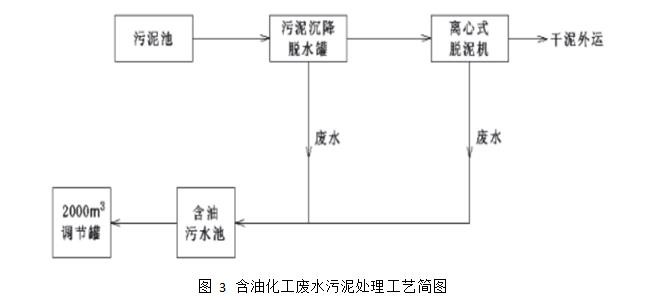
高含油有机化工废水污染物是依照有毒和难降解特性实施分类的,大致可分为四类:第一类,具有良好的降解性能、无毒的有机物;第二类,降解性能较差、无毒的有机物;第三类,当液体浓度较低的时分,容易被微生物降解,但是当液体浓度高的时分,废水会抑止微生物的活性,是一种无毒的有机物;第四类,当液体浓度较低的时分会对微生物产生抑止且有毒的有机物。废水中不同有机物的耗氧速率表示图如图1所示。
在化工行业排放的废水中不会只要一种有机的污染物,而是含有两种或多种的污染物。假如废水的品种为第四类或者第三类时,需求运用两段串联的厌氧—好氧(A/O)生化处置工艺。在普通状况下,高含油有机化工废水能够视为第四类污染物为主的废水,因而从理论上来看,传统的处置工艺是比拟理想的工艺。但是在实践生活中,该处置工艺不能到达预期的效果,且本钱预算太高,在这种状况下,运用两段串联的厌氧—好氧(A/O)生化处置工艺可以改善废水预处置的模块,且本钱预算较低。
2、生化处置工艺流程
2.1 预处置
预处置可以将油地、调理池、气浮池实施肃清污油的处置,并且到达初步去油的效果。普通状况下,将油池与油水实施初步地别离,继别离之后再实施上浮或者混凝别离的步骤,这样就能够预防处置设备被梗塞,又能使各个设备的除油性能到达最佳。应用泵实施提升的时分,能够运用一次性除油机制,进而减少泵被乳化的水平。相关于粒度较大、凝固点较高的废水,首先需求对设备实施加热或者保温的处置来维持温度,从而到达避免油被凝固的问题。
2.2 废水的生化处置
经过除油的预处置使高含油废水中的含油量小于30mg/L,此时能够实施厌氧反响器处置→缺氧池→好氧池→中沉池→氧化处置→二次沉降,经过该系列的处置可以降低含油废水中的污染物、有害物质,并运用生物降解的方式将馏物和悬浮物实施降解。采用厌氧—好氧(A/O)生化处置工艺使生化处置在厌氧和好氧两段式中发挥各自的优势。
首先将废水放在厌氧的分子环境下,经过兼性微生物中的厌氧作用,使废水中的难降解的有机物经过酸化处置转化为易降解的有机物,使长链的有机物被转化为相对链条较短的醇类、醛类、脂肪酸等简单的有机物,进而大大地提升废水中有机物的降解性。应用厌氧菌能够将废水中的化学需氧量(COD)在甲烷菌的作用下,合成成H2、CH4、CO2的能源。然后将处置后的废水放在好氧的环境中,使废水中的醇类、醛类、脂肪酸等简单、短链的有机物经过好氧微生物的合成,得到H2O、CO2的无机物,从而降低化学需氧量(COD)和废水中的含油量。
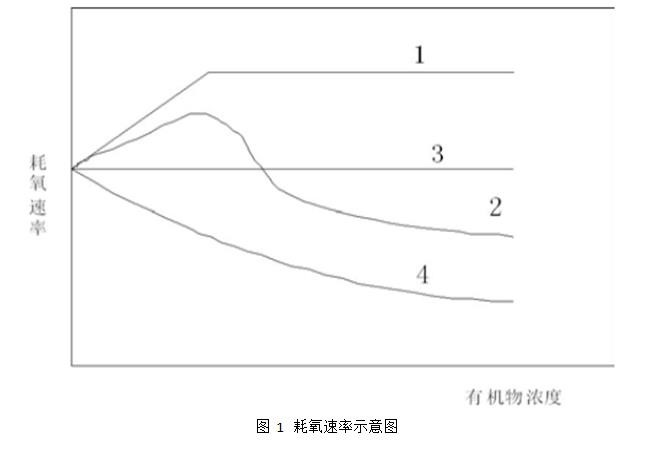
在工艺处置的过程中,能够在生化池和沉淀池中参加一些弹性填料,使池中的生物膜可以平均地散布,同时大量的污泥悬浮,强化了工业废水处理才能,加强了耐负荷的性能,进而大大提升了生物膜在处置过程中发挥的效果。详细的工艺流程如图2所示。
由图2可知:经过鼓风机曝气和生物膜的处置办法实施二次生化处置,将经过处置后的废水经过污水提升泵保送到一级的生化池中,该气浮在进水之前,需求实施二次沉淀,与回流的污泥充沛的接触,进而构成活性的污泥。污泥与污水混合后,再从曝气的鼓风机中获取足够的氧(必需是溶解氧),实施硝化反响,使混合液中的可溶性有机物被具有活性的污泥吸附,从而到达微生物降解的目的,此时的化学需氧量(COD)曾经被去除75%。
一级生化池中的废水自动流入到二次沉淀池中实施污泥与废水的别离,运用回流提升泵将污泥回送到曝气前,再次流出的水进入二级生化池的选择段。废水在二级生化池的选择段能够经过本文工艺选择有利于生物膜生长的填料,进一步的去除化学需氧量(COD),进而使生物发作硝化脱氮的反响,确保水中的氨氮指标正常。
在厌氧段中将池内设置为具有提升方式的微孔曝气,并实施布气地搅拌,应用自动的电气阀门调整连续性的进气周期,使该段空间一直维持在厌氧的状态下,此时的溶解氧需求被控制在0mg/L~1mg/L浓度之间。而在好氧段中也可采用将池内设置为具有提升方式的微孔曝气办法,并使此时的溶解氧被控制在1mg/L~2mg/L浓度之间。
从二级生化池流出的水自动进入混凝反响池当中,可以与投入的聚丙烯酰胺(PAM)实施混合反响,反响之后获取的水再流入混凝沉淀池当中,使泥与水充沛的别离。沉淀池中剩余的污泥能够经过提升泵传送到脱水罐中,此时的化学需氧量(COD)曾经被去除80%。
2.3 后处置
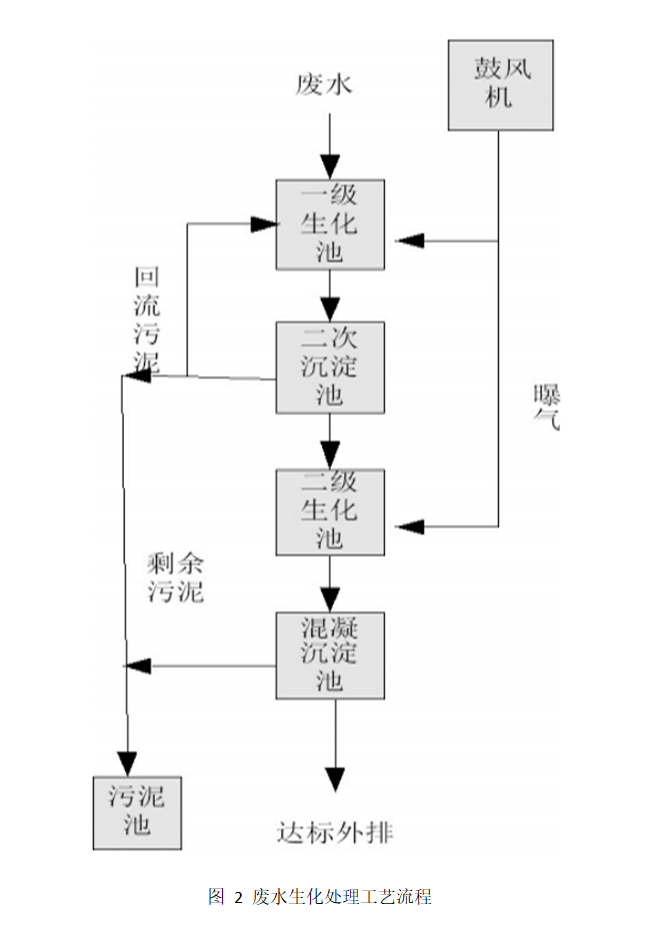
后处置是经过包括混合反响池、混凝沉淀池和过滤器的污泥浓缩和污泥脱水的污泥处置。其工艺流程见图3。
污油罐、调理罐罐底油自流至油泥浮渣池,经油泥浮渣泵送至三泥脱水罐浓缩脱水。混凝沉淀池的剩余污泥定期用泵送至三泥脱水罐。浓缩脱水的油泥用离心机进料泵送入离心脱水机脱水,构成泥饼,送到锅炉房做燃料。可参加两种高分子絮凝剂,阴离子型和阳离子型聚丙烯酰氨促进脱水。脱出的污水自流进入含油污水池,用含油污水提升泵送至含油污水调理罐,重新处置。
3、结语
总之生化处置技术可以有效地使难降解性有机物得四处理,且运转稳定、处置效果良好、操作便当,本钱较低,合适在化工产业中普遍的应用。因而采用厌氧—好氧生化处置工艺是具有可行性的,设置预曝气可以将废水的混合物变得愈加的平均,容易处置,提升PH值可以有效的去除油性有机污染物,且费用较低、合适在实践生活中的应用。