铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
随着我国经济的蓬勃开展,环境污染也越来越严重,处理环境污染研讨的课题也越来越遭到注重,但仍有局部化工企业因范围较小,不注重技术创新,污水处置系统技术落后,在污水处置过程中,一切的工作仅凭技术员的经历来完成,不只会造成设备误动作,而且检测出的数据误差较大,严重毁坏了生态环境,要挟到了人们的身心安康。因而,如何实行化工企业污水处置系统的自动化改良就显得尤为重要。
一、某化工厂原水参数及污水处置流程
湖南省某化工厂生产过程所需的原资料品种多,工艺比拟复杂,产生的污水也很多,目前所选取的污水处置系统以人工为主,不只效率低,而且处置效果较差,严重污染了四周的生态环境。该化工厂的污水处置系统流程见图1,局部原水参数见表1。
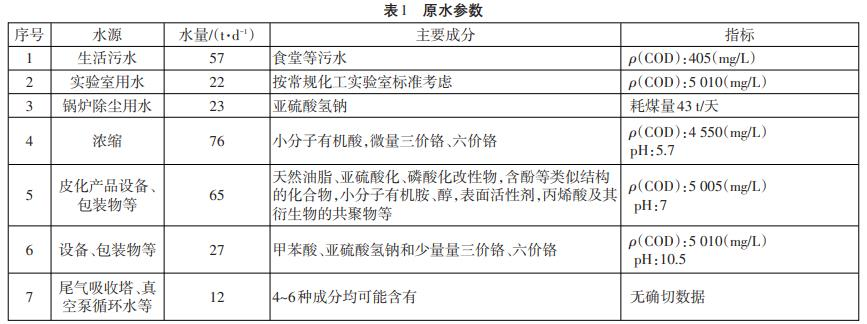
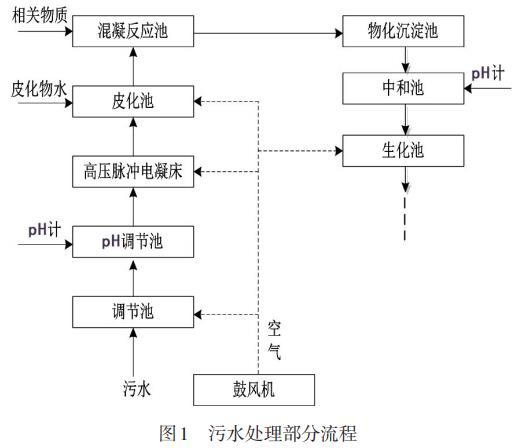
图1中,调理池的作用是对水的质量和体积实行调理,池底有穿孔管,经过穿孔管鼓风、曝气来将水中溶质实行平均混合;出水口通向pH调理池,经过离心泵将出水推送过去;高压脉冲电凝系统主要处置外表、涂装污水等;生化集水池的作用是将混凝沉淀池的出水实行搜集。
二、改良原有污水处置系统的思绪及办法
2.1 1号控制站的改良
1号PLC控制站的作用是采集和控制调理池、pH调整池、高压脉冲电凝床等流程中仪表、设备的数据,
改良后的流程见图2。

图2中的主要设备有以下几局部:一是调理池。本化工厂的调理池是矩形、公开式,池内侧刷有防腐涂层,在出水过程中,运用离心泵将出水送至pH调理池。在调理池中,有提升泵3台,液位计和液位开关各1个。工作时,运用2台泵,1台留作备用,以防毛病。控制3台泵时,既可自动也可手动,既可现场也可远程。二是提升泵。流量和量程均能直接影响整个设备的生产和传输才能。本化工厂控制系统采用的提升泵型号为25FZB-20L,最大特性是可以自吸,且泵性能十分稳定,易操作,很好地替代了较为笨重的液下泵。三是pH调整池。该池为地上式,池中有机械搅拌机构,本系统的pH调理池内有搅拌机1台、加药计量泵2台(其中1台为备用)、pH计1套。四是高压脉冲电凝床。外壳资料绝缘,脉冲供电方式,能在一定时间内将通断电交替呈现。
2.2 PLC硬件的选用
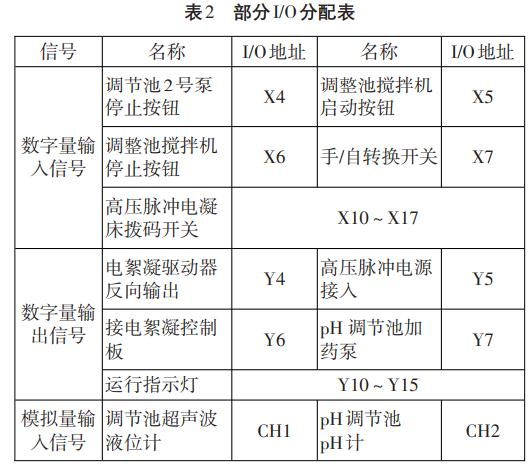
本系统依据污水处置的工艺流程特性,选用FX2N-128MR-001型号PLC,性价比高,顺应环境才能强,牢靠性好。分离功用请求,局部I/O点数分配状况如表2所示。
本控制功用需用到模仿量输入模块。依据模仿量通道数,我们在留有一定余量的根底上,选用FX2N4AD模块,该模块可以转换4路模仿量到数字量,分辨率高达12位(0~4000)。可选模仿值范围为±10VDC(分辨率为5mV)或4mA~20mA、-20mA~20mA(分辨率为20μA)。本站选用与PLC配套的特殊模块为FX2N-4AD模块和FX-485ADP模块。表3为FX2N4AD模块BFM分配表。

2.3 PLC程序的引入
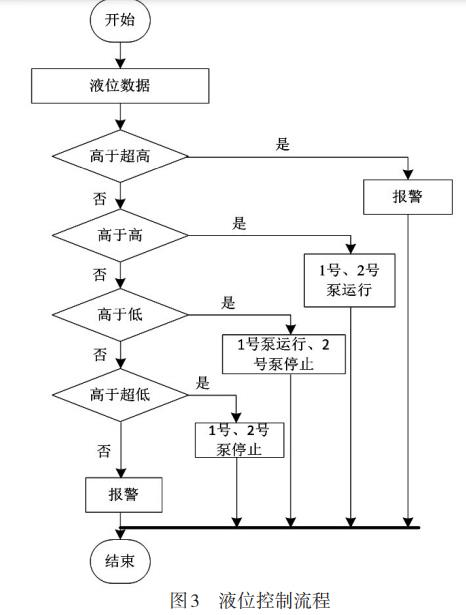
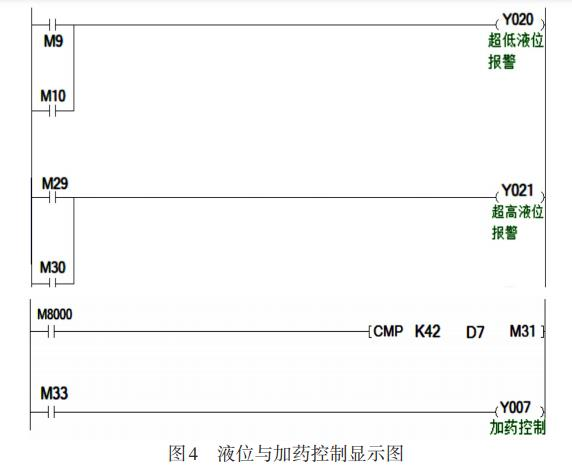
工作过程中,假如调理池液位介于低液位与高液位之间,则只要1台泵运转;假如液位位于高液位与超高液位之间,则2台泵同时运转;当液位低于低液位时泵中止运转;当液位位于超高、超低液位时报警。流程如图3所示,控制程序如图4所示,高压脉冲电凝床控制过程如图5所示。
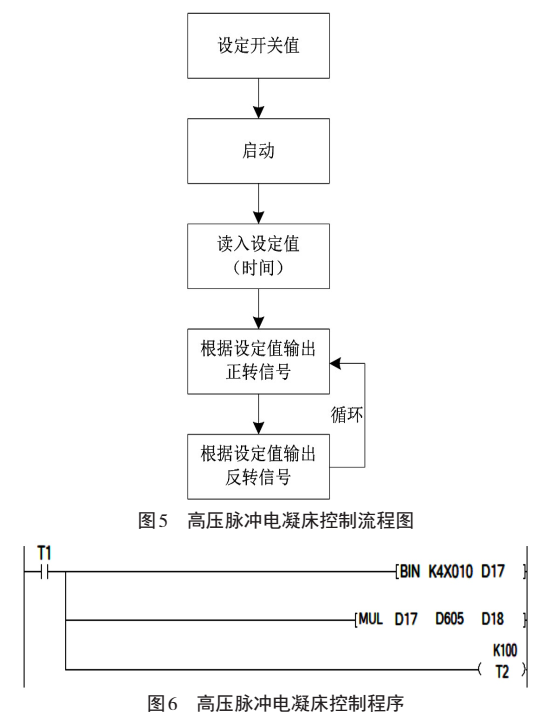
该过程为:首先设定开关值,然后启动设备,再读取设定好的时间值。依据设定值,输出正转信号时设备正转运转,输出反转信号时设备立刻反向转动,再输出正转信号时又改为正转运转,是一个循环的过程。程序设计如图6所示。
三、结语
本文主要对湖南某化工厂的工业污水处理系统实行了自动化改良,细致引见了污水处置系统1号PLC控制站的状况,对硬件中的局部I/O分配状况做了简单引见,并罗列出局部PLC程序图。经过改良,厂方可以及时控制污水处置过程中的各项参数,不只对本厂的污水处置技术提升具有实践意义,而且对其他企业实行污水处置环节的改良具有一定的自创作用。
