工业污水,工业废水处理免费方案咨询电话:400-699-1558 ,江苏铭盛环境24H手机热线:158-9646-8025
油脂精炼废水主要来源于碱炼工序,在碱炼过程中,油脂中的游离脂肪酸转变为钠皂,经过离心别离或沉降从油脂中别离出来,然后油脂中残留的少量钠皂经过水洗办法,使其溶解到水相中,再别离出水相构成的油脂精炼废水。这类废水含有较高的动植物油、COD、TP及SS等,属于典型的高浓度工业废水。
目前针对这类工业废水处理的主要采用办法主要为“物理预处置+好氧处置”联用工艺,好氧处置多采用SBR,好氧接触氧化等常规工艺,这些常规的好氧工艺耐冲击负荷的才能较低,且出水需求深度处置,才干到达COD<50mg/L,本项目好氧工艺采用目前国内比先进的MBBR工艺作为二级处置工艺,兼具生物流化床和生物接触氧化法两者的优点,具有比面积大,生物量多,耐冲击负荷的才能强等优点。
1、工程概略
以天津某大豆油加工生产企业为例,其主要从事大豆毛油生产及废品油精炼,该公司的生产废水主要来源于大豆毛油的生产过程中的油籽加工废水、DC废水、洗罐水,废品油精炼过程中的精炼废水及排放冷却水等。该废水含油量高,有机物含量高,且水质不稳定,总磷含量高,该企业产生生产废水的水量为650m3/d,本工程的进水水质见表1。

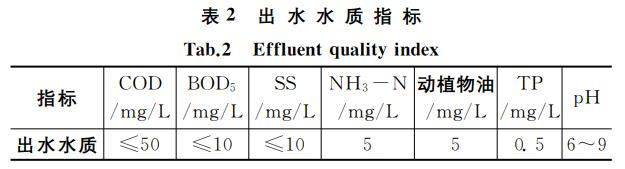
出水水质到达表2中的规范,水质依据环评及建立单位请求既需求满足《天津市污水综合排放规范》(DB12/356-2008)中一级水的请求,处置后出水既可排入市政污水管网至下游污水处置厂,又可回用于生产过程中的循环冷却水的补水等。
2、处置工艺
2.1 工艺选择
由于此种废水含油量较高,TP较高,去除油脂后,可生化性较好,出水依据建立单位请求回用于锅炉循环冷却水的补给水,因而,采用以“隔油-混凝气浮”为预处置工艺,去除精炼废水中的浮油,并降低废水中的TP。经预处置后的精炼废水与其他废水混合后,采用二级混凝气浮对混合水实行预处置,进一步去除混合水中的乳化油,降低废水中TP,采用“水解酸化-MBBR”为混合废水的二级处置,臭氧为消毒工艺,不含余氯,可回用于企业生产。
2.2 工艺流程
依据本工程废水的特性,该废水中含油量、TP及有机物浓度均较高,但可生化性较好。精炼废水先经过隔油池去除浮油,出水进入混凝气浮池,调理酸碱,经过参加PAC、PAM发作混凝反响,初步降低精炼废水中的TP;预处置后的精炼废水与DC、油籽加工废水在调理池混合,均质均量,精炼废水中高浓度的有机物及TP在调理池内得到稀释,混合水进入二级混凝气浮,经过参加药剂,进一步去除混合水中的动植物油、TP;预处置后的混合水进入水解酸化池,将大分子有机物合成成小分子有机物,水解酸化池出水自流至MBBR池,MBBR池内含有大量悬浮填料,具有较高的比外表积,经过与废水中的有机物充沛接触,混合水中大局部的有机污染物在MBBR池内得以去除,MBBR出水经泥水别离后,进入消毒池,由于出水回用于循环冷却水与生产环节有关,因而,采用臭氧消毒,同时到达去除水体色度的目的。详细工艺流程如图1所示。

3、构筑物及设计参数
3.1 主要构筑物及设计参数
(1)隔油池。数量1座,全地上钢筋混凝土构造,总容积20m3。主要用于去除油脂精炼废水中的浮油,出水自流至综合设备间内的气浮设备,主要去除废水中的乳化油,气浮出水自流至调理池,与其他2股水混合,进入后续处置工艺。内设刮渣机1台,收油管1套。
(2)调理池。数量1座,半地上钢筋混凝土构造,总容积为200m3。分别搜集油脂精炼废水,油籽加工废水,DC废水,平衡水量和水质,使污水可以稳定的进入后续处置工艺。内设潜污泵3台,超声液位计1台。
(3)水解酸化池。数量1座,半地上钢筋混凝土构造,总容积为250m3。对污水起到预酸化作用,进一步进步可生化性。内设潜水搅拌器2台。
(4)MBBR池。数量1座,半地上钢筋混凝土构造,总容积520m3。主要去除污水大局部的有机污染物、NH3-N、SS。内含MBBR填料和曝气安装。
(5)斜管沉淀池。数量1座,半地上钢筋混凝土构造,外表负荷1.2m3/(m2•h)。内设气提排泥安装1套及斜管填料。
(6)臭氧接触池。数量1座,半地上钢筋混凝土构造,总容积60m3。内设臭氧曝气安装。臭氧发作器位于综合设备间。臭氧接触池设在臭氧接触池池顶。
3.2 隶属构筑物
建筑面积500m2的二层综合设备间,钢筋混凝土框架构造,其中包括加药间、鼓风机房、气浮间、储药间、污泥脱水机房、配电室、及控制室等。
4、调试运转状况
4.1 运转效果
该工程已于2016年11月完工验收并运转投产,本文取自项目建成后的连续稳定进水90d,废水经过提升进入调理池,其中包含精炼废水、油籽加工废水、DC废水、洗罐水等,经实测,进水COD为2500~3500mg/L,经排入调理池均质均量,出水COD可稳定控制在3100mg/L左右,经混凝反响破乳,即呈现浮渣,经气浮出水后,浮渣及化学污泥排出系统外,出水透明无混浊,COD可降至2500mg/L左右,出水进入水解酸化池,水解酸化池出水COD可达1900mg/L,处置效率约为30%,水解酸化出水进入MBBR生化系统,MBBR填料具有较高比外表积,相关于传统的好氧工艺,可承受较高的COD进水浓度,抗冲击负荷才能较强,较高的生物膜比外表积使得有机污染物彻底被好氧微生物降解掉,最终生成CO2和H2O,MBBR出水COD=50~60mg/L,容积负荷可达2.3kg/(m3•d),自建成以来各工艺段运转情况良好,一直坚持稳定的达标出水。稳定运转期间运转数据,如表3所示。

4.2 运转费用
(1)电费。该工程,单位水耗电量3.04kW•h/m3,工业电售价为0.8元/(kW•h),单位水电价2.432元。
(2)药剂费。该工程所用药剂PAC为0.43kg/m3,单价2.6元/kg;NaOH为0.2kg/d,单价5.2元/kg;PAM(-)为0.003kg/m3,单价11元/kg,PAM(+)为0.007kg/m3,单价34元/kg,本工程所需药剂费为2.42元/m3。
(3)人工费。本工程自动化水平较高,不需在污水处置站设专职人员,由生产车间人员代为管理。
4.3 经济剖析
因该项目为全自动运转,因而设备品牌及自动化请求较高,此工程废水单位处置本钱1.6万元/m3,项目建成后,根本到达业主请求,可完成无人值守,但需生产车间人员定期查看。
本项目作为企业根底设备的建立,其主要功用是向社会提供经济效益和环境效益。企业年减少COD排放量约543t/年。
5、结论
该项目运转投产以来,运转稳定,COD、BOD5、NH3-N、TP等出水水质指标均可到达《天津市污水综合排放规范》中一级规范的请求。
本工程采用两级混凝气浮,对精炼废水除油和除磷,有效降低了废水中的动植物油及TP的含量;实践运转标明,由于水解酸化进水COD浓度较低,出水去除率在20%左右,因而MBBR进水COD浓度较高(2000mg/L左右),但出水COD均小于50mg/L,相比于传统好氧工艺,MBBR的抗冲击负荷才能较强出水即可到达地标一级规范。
