铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
随着国家对环境保护的日益重视及废水排放标准的日益严苛,煤化工企业生产中产生的高氨氮废水处理成为一大难题。山西晋煤天源化工有限公司生产废水有两大来源:一是原料气压缩排水,二是事故水池内的废水。原料气压缩排水氨氮含量在1000~3000mg/L,随系统工艺变化波动较大,日常氨氮含量在1500mg/L左右、CODCr在1000mg/L左右,废水水质波动时对污水处理系统生化池的影响较大,尤其是进水中氨氮含量波动较大时(污水处理装置进水氨氮含量要求在50~240mg/L),不利于污水处理装置生化系统的稳定运行。事故水池主要收集事故状态下的超标废水及尿素装置的超标解吸废液,其氨氮含量在2000mg/L、CODCr在1500mg/L左右,该废水在污水处理装置正常运行时逐步进行处理,但因这部分废水中的污染物含量远远超出污水处理装置的设计进水水质指标(CODCr≤1050mg/L、氨氮≤120mg/L),故实际处理量较小。且随着环保要求的日趋严格,对于企业而言多数情况下应确保事故水池处于低液位状态,而要加大废水处理量、保持事故水池的低液位,就必须对事故水池内的废水进行预处理。
针对以上2种废水氨氮含量较高的特点,公司决定上1套高氨氮废水处理装置,采用以分馏塔、分子磨、超级吸氨器组合的高氨氮废水处理工艺将废水中的氨氮含量降低后再送入污水处理装置。该高氨氮废水处理工艺可以将煤化工装置产生的高氨氮废水(氨氮含量在3000mg/L左右)中的氨氮含量降至50~150mg/L,从而达到污水处理装置生化系统进水水质要求,解决废水因氨氮含量过高而无法直接进行活性污泥生化处理的问题。
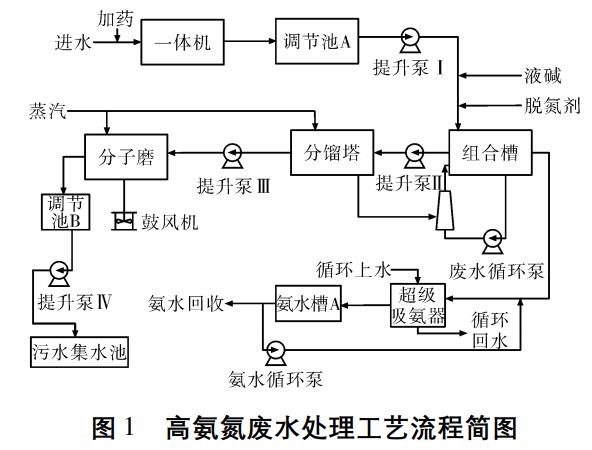
高氨氮工业废水处理工艺流程简图见图1。废水首先通过加药装置,投加聚合氯化铝、聚丙烯酰胺、铁粉后进入一体机,在一体机中去除部分悬浮物及少量的油后进入调节池A。废水在调节池A经过收集后通过提升泵Ⅰ送入到组合槽内,在进入组合槽前投加的液碱及脱氮剂在废水循环泵的作用下与废水充分混合,同时废水循环泵出口安装有喷射器,在水力作用下抽吸分馏塔顶部的气体,废水反复循环。组合槽底部的水由提升泵Ⅱ送入分馏塔顶部,经过分馏塔内布水装置及填料的均匀分布后,与从分馏塔底部进入的蒸汽充分接触后逐级流向分馏塔底部,废水中解吸出的氨氮随着部分剩余蒸汽被废水循环泵抽吸入组合槽内。分馏塔底部的废水通过提升泵Ⅲ送入分子磨顶部,在鼓风机及蒸汽的双重作用下,水中的氨氮被进一步去除,处理后的废水进入调节池B,最后由提升泵Ⅳ送入污水处理综合集水池中进行下一步处理。组合槽内的废水氨氮含量较高,通过分馏塔剩余的蒸汽将其温度提升至40~60℃,在液碱及脱氮剂的作用下水中的氨氮被分离出来,经组合槽顶部填料层后从顶部进入超级吸氨器,再经换热冷却后进入氨水槽A,然后由氨水槽A底部的氨水循环泵送入超级吸氨器进行循环冷却,最终氨水浓度逐渐提升至10%以上。