铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
高浓度氨氮废水主要来源于消化污泥脱水液、垃圾渗滤液、肉类加工废水、合成氨废水及焦化废水等。若未经有效处理而排入水体中,极易造成水体富营养化,使藻类大量繁殖,水中溶解氧极度消耗而不能补充,从而导致水生生物死亡,水体黑臭,最终影响水体环境和人类健康。高氨氮工业废水处理常用处理方法有生物法、吹脱法、膜分离法、沸石脱氨法和磷酸铵镁(MAP)沉淀法等。其中,MAP沉淀法因工艺操作简单方便、处理效果好、沉淀速率快等特点被广泛应用,其反应产物也可作为缓释肥等进行再利用,然而,MAP沉淀法的氨氮去除效果受到多种因素的影响,如反应pH、氨氮初始浓度、磷酸盐和镁盐的投加量等。下面,江苏铭盛环境为您详细介绍高浓度氨氮工业废水处理MAP沉淀工艺。
本工作采用MAP沉淀和絮凝法联合处理高浓度氨氮废水,通过单因素法以及进一步的正交实验法,考察了pH、磷酸盐投加量、絮凝剂投加量等重要因素对氨氮去除效果的综合影响,确定了最佳工艺条件,同时探索了絮凝剂对于MAP沉淀法处理氨氮的作用方式和机理,为提高实际氨氮废水的去除效果提供理论及技术支持。
1、实验部分
1.1 试剂、材料和仪器
MgCl2•6H2O、Na2HPO4•12H2O、NaOH、NH4Cl、酒石酸钾钠、纳氏试剂:分析纯。PAC、聚合氯化铁(PFC)、聚硅硫酸铁铝(PSFA):工业级。
模拟氨氮废水:称取3.819gNH4Cl溶于蒸馏水中,搅拌均匀后倒入容量瓶内并定容,制备成氨氮质量浓度为1000mg/L的储备液。通过储备液配制各个浓度的模拟氨氮废水。
实际氨氮废水:取自江苏省南京市某垃圾填埋场的垃圾渗滤液,其水质特征见表1。

1.2 实验方法
具体实验步骤如下:准备规格为1L的洁净烧杯,倒入1L的模拟氨氮废水,置于混凝试验搅拌器上,设定反应温度为25℃;先后加入MgCl2和Na2HPO4溶液,调节反应pH,投加絮凝剂;开始搅拌,先快速搅拌2min再慢速搅拌10min,为保证絮凝反应完全,反应30min后,取液面下2cm处清液测定氨氮质量浓度。
2、结果与讨论
2.1 单因素实验结果
2.1.1 反应pH的影响
由于生成的MAP沉淀呈碱性,在酸性条件下易与H+反应而溶解,故在采用MAP沉淀法时应在碱性环境下操作。理论上,pH越大,白色晶体析出越多,回收氨氮的效果越好。
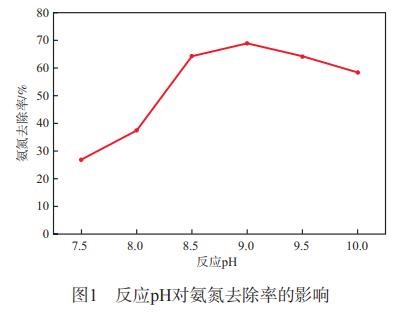
当初始氨氮质量浓度为100mg/L、n(PO43-)∶n(NH4+)为1.0∶1、不加入絮凝剂时,反应pH对氨氮去除率的影响如图1所示。从图1可以看出,氨氮去除率随反应pH的增大呈现先增后减的变化趋势。pH从7.5增至9.0的过程中,MAP沉淀法对水中氨氮的去除率明显增加。这种现象的主要原因是当pH较低时,水中磷酸根主要以磷酸一氢根和二氢根的形式存在,较低的有效磷酸根浓度限制了MAP沉淀的生成。而随着pH的增大,磷酸根转化为磷酸一氢根和二氢根的过程会被抑制,使得生成MAP沉淀的反应速率加快,氨氮去除率也随之增加。当反应pH为9.0时,MAP沉淀法对氨氮的去除率达到最高。而当pH继续增至10.0时,废水中OH浓度增加,使得部分Mg2+与OH结合生成Mg(OH)2,导致参与反应的Mg2+相应减少,降低了氨氮的去除率;另一方面,水中存在的大量OH会与NH4+结合生成可溶于水而难以释放的氨分子,进一步降低了氨氮的去除率。
2.1.2 磷酸盐投加量的影响
依据MAP沉淀法的反应机理,n(Mg2+)∶n(PO43-)∶n(NH4+)的理论值应为1∶1∶1,但研究发现晶核的形成是影响MAP生成的主要因素,而溶液中反应离子的饱和度是影响晶核形成的主要因素。
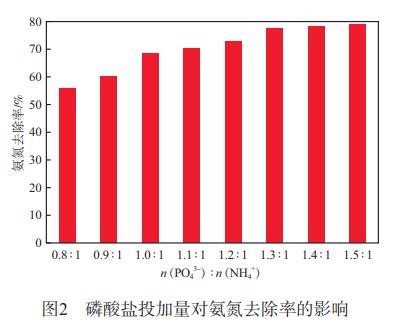
如图2(反应pH为9.0、初始氨氮质量浓度为100mg/L、不加入絮凝剂)所示,磷酸盐投加量的增加有利于氨氮的进一步去除。当n(PO43-)∶n(NH4+)在0.8∶1~1.3∶1的范围内,随着磷酸盐投加量的增加反应速率持续增加,促进了MAP沉淀的生成,使得氨氮的去除率增加;当n(PO43-)∶n(NH4+)超过1.3∶1后,反应已基本达到平衡,继续增加磷酸盐投加量,废水中氨氮的去除率几乎不再增加。此时,投入过量的磷酸根离子,不仅增加了处理废水的成本,而且容易造成二次污染。综合考虑,本实验选择n(PO43-)∶n(NH4+)为1.3∶1作为适宜的工艺条件。
2.1.3 初始氨氮质量浓度的影响
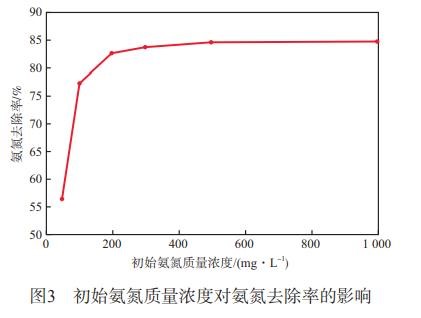
为考察初始浓度对氨氮去除效果的影响,配制了初始质量浓度为50~1000mg/L的氨氮溶液进行实验研究,结果如图3(反应pH为9.0、n(PO43-)∶n(NH4+)为1.0∶1、不加入絮凝剂)所示。在初始氨氮质量浓度为50mg/L时,氨氮去除率仅为56.4%。随着初始氨氮质量浓度增至200mg/L,氨氮的去除率趋于稳定,达到82.6%。氨氮质量浓度增至1000mg/L时,氨氮去除率可达84.7%,与丁剑楠等研究中85.4%的氨氮去除率基本一致。从MAP沉淀法的机理来看,当废水的初始氨氮浓度较低时,反应中晶粒的生成较少,导致氨氮去除率较低;而随着初始氨氮浓度的增加,反应生成的晶粒逐渐增多,微小的晶体之间相互碰撞和聚集的概率增加,形成较大的颗粒状沉淀,使得反应速率和去除率明显提高。总体来看,对于中高浓度的氨氮废水,MAP沉淀法有着良好的去除效果。考虑到节约成本和降低污染,后续实验的初始氨氮质量浓度设定为200mg/L。
2.1.4 絮凝剂的影响
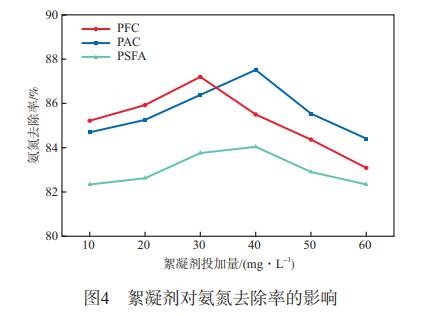
当反应pH为9.0、n(PO43-)∶n(NH4+)为1.0∶1、初始氨氮质量浓度为200mg/L时,向体系中投加絮凝剂以提高氨氮的去除效果,结果如图4所示。由图4可见,氨氮去除率随着3种絮凝剂的投加均呈现先上升后下降的趋势。这主要是因为絮凝剂投加量不足时,水解产物与胶体的絮凝不够充分,无法达到很好的絮凝效果;而絮凝剂投加量过大时,胶粒被过多的絮凝剂包围,与其他胶粒结合不够,会出现再稳定状态从而不易凝聚沉淀。从图4中还能明显看出,PAC投加量达到40.0mg/L时,氨氮去除率达到87.5%,略好于PFC的投加效果。同时,随着PFC的投加,水中存在的Fe3+会使溶液呈现淡黄色,影响出水色度,更重要的是Fe3+会腐蚀管道和设备,增加运行成本。另外,PSFA的投加对氨氮的去除影响较小。综上,确定PAC作为投加的絮凝剂,最佳投加量为40.0mg/L。
2.2 实际废水的处理效果
依据回归模型得到的最佳工艺条件对实际氨氮废水进行氨氮去除实验,结果如表5所示。氨氮去除率达到87.9%,略高于模型的预测值86.1%,原因在于:一方面,实际废水氨氮质量浓度很高,根据前文的初始氨氮浓度实验,去除效果会优于模型值;另一方面,实际废水中存在少量的磷酸根,促进沉淀反应的进行。由表5还可见,该处理方法对COD、SS等也有一定的去除作用。实验结果也证明了该最佳条件在实际废水的多离子状态下依然能保持很好的氨氮去除效果,方法稳定可靠。
3、结论
a)初始氨氮质量浓度增至200mg/L及更高时,氨氮的去除效果趋于稳定。
b)在MAP沉淀体系中分别投加絮凝剂PAC、PFC和PSFA,PAC的氨氮去除效果最好。
c)实验因素对氨氮去除率的影响程度从大到小依次为磷酸盐投加量、反应pH、絮凝剂投加量。
d)采用正交实验得到的最佳工艺条件为n(Mg2+)∶n(PO43-)∶n(NH4+)=1.3∶1.3∶1、反应pH9.2、PAC投加量36.1mg/L。在此工艺条件下,氨氮去除率的预测值为86.1%,与单因素实验得到的最佳去除率仅相差1.4个百分点,表明回归模型有较高的可靠性。
e)MAP沉淀-絮凝法对实际废水垃圾渗滤液中氨氮的去除效果明显,去除率达87.9%。絮凝剂的投加不仅可提高氨氮的去除效果,还可降低COD、SS等基础指标。