铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
低温厌氧生物处置技术优势明显,其能耗小、造价低、可以回收应用、占空中积较小、能耗小,环保作用较好,因而可以完成可持续开展。现阶段,低温厌氧生物处置技术曾经是我国生活污水处理中投入运用,并获得了一定的应用成果。因而,剖析生活污水的低温厌氧生物处置技术研讨发展及应用很有必要。
1、生活污水的低温厌氧生物处置技术研讨发展
1.1 升流式厌氧污泥层反响器(UASB)
UASB生物反响器取消了污泥回流和搅拌,能耗低,在生活污水温度低至10℃左右时,UASB厌氧生物反响器采用的水力停留时间在16小时左右,适用于处置COD有机物污泥浓度范围在2~10kg/(kg•d)的生活污水,生活污水COD有机物去除率可到达49%~89%;低温条件下UASB产期效率较低,反响器内的混合限制较大,需设置搅拌器或者气体回流。
1.2 收缩颗粒污泥床(EGSB)反响器
分离了厌氧流化床和升流式厌氧污泥反响器两种技术优点的EGSB反响器经过收缩颗粒污泥创调高微厌氧生物的反响效率,适用于低浓度生活污水的低温处置。研讨发现,生活污水的温度低至11℃时,恰当增长生活污水的停留时间,能够提升反响器的有机物去除率,当水力停留时间到达5~7小时时,COD有机物去除率可到达75%。
1.3 厌氧折流板(ABR)反响器
厌氧折流板反响器的低温生活污水处置效果比拟稳定,容积应用率较高,不易发作梗塞和污泥收缩,污泥流失率低。通常厌氧折流板反响器的水力停留时间在10个小时左右,恰当降低反响器的进水浓度和进水流量,增长反响器的接触反响,有助于提升反响的处置效果。
2、现阶段生活污水厌氧生物处置的产物与资源化应用研讨
厌氧处置出水的资源化应用。厌氧过程中,需求耗费的能量较少,并且可以完成循环应用,因而其在污水处置中的应用较为普遍,经常与其他污水处置技术和设备结合应用,在这个过程中,厌氧微生物处置是污水的一级处置。由于厌氧反响器对氮磷元素的处置过程通常仅限于污泥层的吸附和拦截作用,污水中的氮磷元素得以保存,出水可用于农业灌溉,补充农作物生长所需,是适用于村镇的污水处置办法。
厌氧生物处置产沼气。现阶段,我国科学家积极展开厌氧生物处置产沼气的研讨,关于温度对UASB反响器产甲烷效能的影响,已有的研讨标明,当温度分别为15℃、20℃、25℃、35℃时,每除去一千克COD,规范情况下甲烷的产量分别为269L、256L、201L、169L。温度降落时,进水COD和可溶性COD的去除率均明显降落。
3、低温厌氧生物处置技术的原理
厌氧生物处置是在厌氧条件下,构成了厌氧微生物所需求的营养条件和环境条件,应用这类微生物合成生活污水中的有机物并产生甲烷和二氧化碳的过程。
高分子有机物的厌氧降解过程能够被分为四个阶段:水解阶段、发酵(或酸化)阶段、产乙酸阶段和产甲烷阶段。
(1)水解阶段。
水解可定义为复杂的非溶解性的聚合物被转化为简单的溶解性单体或二聚体的过程。
(2)发酵(或酸化)阶段。
发酵可定义为有机物化合物既作为电子受体也是电子供体的生物降解过程,在此过程中溶解性有机物被转化为易挥发性脂肪酸为主的末端产物,因而这一过程也称为酸化。
(3)产乙酸阶段。
在产氢产乙酸菌的作用下,上一阶段的产物被进一步转化为乙酸、氢气、碳酸以及新的细胞物质。
(4)甲烷阶段。
这一阶段,乙酸、氢气、碳酸、甲酸和甲醇被转化为甲烷、二氧化碳和新的细胞物质。
4、生活污水低温厌氧生物处置技术的应用
厌氧生物膜工艺是低温厌氧生物处置技术的重要组成局部,本次实验以厌氧生物膜工艺在10℃左右的冬季对城镇生活污水处理的应用为例,剖析生活污水中低温厌氧生物处置技术的应用。
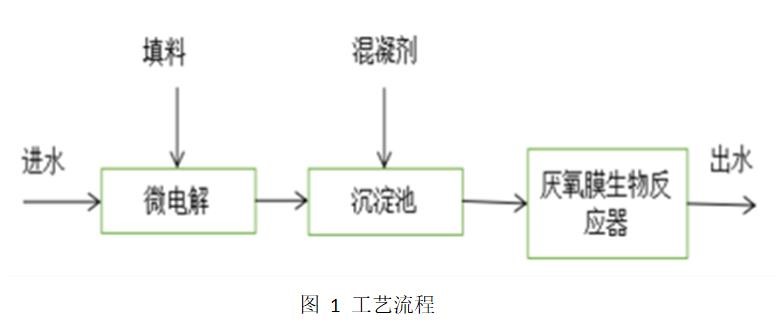
4.1 实验流程与办法
采用的工艺流程如图1,微电解填料用2%稀HCl浸泡30min激活后,装入柱内。低温生活污水经H2SO4调理pH后,进入电解柱内,控制底部出水水流的速度来调理电解时间。微电解出水中参加生石灰使pH=8.0,实施混凝沉淀;用pH值大小控制生石灰的投加量,沉淀后的上清液进入厌氧膜生物反响器,厌氧膜生物反响器,主体采用全密封钢桶,容积为120L;膜别离单元采用侧压式微滤膜组件,采用液位控制的方式来保证反响器内稳定的液位高度,整套系统采用PLC系统实施控制。在系统的运转中,稳定厌氧膜生物反响器的进水pH=8.0,水力停留时间为24h,膜出水的通量为5L/m2•h,经过加热棒将温度控制在30℃;监测其COD、NH3-N等的变化状况。
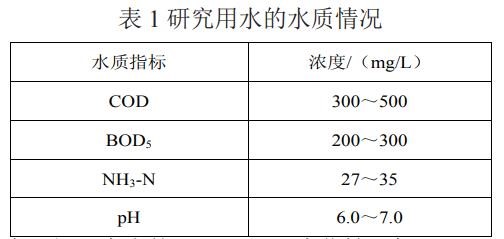
4.2 研讨用水状况
文章采用桂北地域冬季的低温生活污水处置工艺为例,水质状况见表1。
从表中可知,废水的B/C=0.28,生化性普通。
4.3 厌氧生物膜反响器的作用
厌氧膜生物反响器在本实验中将微电解、混凝处置后的污水直接进入厌氧膜生物反响器,30d的运转实验,实验结果显现,厌氧膜生物反响器的出水水质好,且十分稳定,COD、NH3-N的含量低于国度一级排放规范(COD≤60mg/L,NH3-N≤15mg/L)。在厌氧膜生物反响器中,当反响器中的微生物活性遭到抑止,生化反响对COD的去除率低下,而过膜出水的COD含量仍然较低,去除率十分稳定。由此可见在采用此工艺处置渣滓渗滤液时,COD的去除是经过厌氧生化反响和膜的截留共同完成的。
4.4 结论
(1)厌氧膜生物反响器对COD的去除是经过生化反响与膜截留作用共同完成的,提升了处置效率,并且有利于保证系统运转的稳定性。此办法俭省了普通生化法中的沉淀池,提升了污泥浓度,经过长时间的运转,污泥自身也会被局部降解掉,减少了沉淀池内污泥的二次污染问题,有望完成完整无污染化处置;
(2)厌氧膜生物反响器的污泥泥龄较长,合适硝化、反硝化细菌的生长。硝化、和反硝化作用是去除NH3-N的主要方式,因而NH3-N的去处效率得到了提升;
(3)厌氧膜生物反响器的污泥浓度较高,增加了反响器的负荷才能,提升了处置效率。
5、结语
综上所述,对生活污水的低温厌氧生物处置技术的相关研讨取得了一定的停顿,其在低温污水处置中的应用,可以有效降低污水中的污染物,提升污水整体质量,因而,相关人员应增强对低温环境下污水处置技术的研讨,特别是北方冰冷地域,应积极应用低温厌氧生物处置技术,提升水体整体质量。