铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
MBR技术与传统的活性污泥法相比,主要区别是用膜设备取代二沉池实施泥水别离,占地面积小,具有更高效率。MBR设备能有效去除氨氮,对难降解的工业废水也十分有效,普遍用于污水处置中。
神华鄂尔多斯煤制油公司煤直接液化项目位于内蒙鄂尔多斯地域,由于该项目所在地属于缺水地域,请求污水完成零排放。该项目初始设计阶段,采用A/O生化法处置含油污水和生活污水,采用生物滤池法处置高浓度污水,产生的回用水经过活性炭过滤后,回用至循环水场,作为循环水的补水。经过实践运转后,发现生化回用水的水量大于循环水补水的需求量,而且水质不能稳定满足回用的请求。为了保证循环水的水质,扩展回用水的用户,完成生化回用水稳定回用,2013年鄂尔多斯煤制油公司对原有的工业污水处理系统实施了改造,增加了MBR污水处置设备。
现对MBR污水处置设备的运转状况实施总结,以期为MBR工艺在处置煤化工行业有机废水中的应用提供自创。
1、污水处置系统及存在的问题
该煤直接液化项目生化处置系统主要包括含油污水处置系统、高浓度污水处理系统两局部。
1.1 含油污水处置系统
含油污水处置系统处置的含油污水包括:来自煤液化厂内各设备的塔和容器等放空水,冲洗排水,机泵填料函排水,围堰内搜集的雨水,循环水场旁滤罐反洗水,煤制氢设备低温甲醇洗污水及厂区生活污水,还包括自备电站所排的生产及生活污水。该处置系统的设计范围200m3/h,处置工艺为A/O法,出水经过多介质过滤、活性炭过滤后,回用至循环水设备。
含油污水处置系统的进水指标为:CODCr≤500mg/L,BOD5/COD≥0.3,油质量浓度≤500mg/L,硫化物质量浓度20mg/L~30mg/L,挥发酚质量浓度≤30mg/L,pH6~9,氨氮质量浓度20mg/L~30mg/L,悬浮物质量浓度100mg/L~200mg/L。
1.2 高浓度污水处置系统
高浓度污水处置系统处置的高浓度污水指经汽提、脱酚设备处置后的出水,主要包括煤液化、加氢改质、加氢裂化及硫磺回收等设备排出的含硫、含酚污水,该污水具有有机物含量高、难降解的特性。高浓度处置系统设计范围150m3/h,主要采用的工艺为曝气生物滤池,出水经过多介质过滤器、活性炭过滤器后,直接回用至循环水单元。该系统后来实施了改造,增加了高效催化氧化设备以及臭氧氧化设备。
高浓度污水处置的进水指标为:CODCr≤6000mg/L,油质量浓度≤200mg/L,硫化物≤50mg/L,挥发酚≤50mg/L,pH7~9,氨氮≤200mg/L,悬浮物≤50mg/L。
设计的出水水质均满足2003年《中国石油化工集团公司暨股份公司工业水管理制度中引荐回用作循环冷却系统补充水的水质规范(试行)》。
该生化处置系统运转以后,主要存在以下问题,影响污水的稳定回用:
(1)含油污水处置系统出水水质不稳定。由于含油污水处置系统采用的处置工艺为A/O法,而该项目的含油污水的水质动摇比拟大,COD动摇范围在300mg/L到1000mg/L,水温偏高(长期在35℃左右),A/O生化池以及沉淀池污泥收缩的现象频繁呈现,沉淀池出水携带大量的悬浮物,COD值偏高时,可以到达200mg/L以上,而循环水补充水的水质规范COD为50mg/L,影响循环水正常回用;
(2)高浓度污水经过生化处置后,不能稳定达标。由于高浓度污水中含有酚类化合物、稠环芳烃、咔唑、萘、吡咯、呋喃、联苯、油等有毒、有害物质和难降解有机物,废水COD值和色度很高,属于处置难度较高的工业废水。该废水经过生物滤池处置后,不易降解的有机物在废水中不能去除,达不到回用的请求。为了提升该废水的可生化性,后期经过改造,在生物滤池后,增加了催化臭氧氧化设备。臭氧氧化设备建成后,设备的出水COD在300mg/L左右、氨氮在150mg/L左右,还含有少量难以降解的大分子有机物。
(3)污水生化处置系统产生的回用水量比拟大,夏季循环水蒸发量大的时分,能够完整回用,冬季循环水蒸发量小,局部回用水不能回用。而该项目处于缺水地域,污水排放没有受纳水体,必需进一步处置,提升水质,以完成剩余局部的回用水可以回用至电厂除盐水系统。
2、MBR设备设计进出水状况
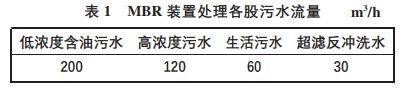
针对污水生化处置系统存在的问题,2013年新增加了一套MBR处置设备,作为原污水处置场的二级生化设备,处置范围为410m3/h。设计处置的废水包括:含油污水处置系统二沉池的出水、高浓度污水处置系统臭氧氧化设备的出水以及该项目本身产生的生活污水,各股污水流量列于表1。MBR产品水大局部回用至循环水场,多余产水去反浸透设备处置后,回用至电厂除盐水站。
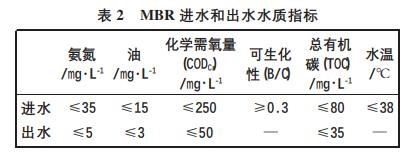
MBR进水和出水主要水质指标列于表2。
3、MBR设备的工程设计状况
3.1 转鼓机械格栅
来水进入MBR工段配水井,经配水井,将污水平均分配到两条格栅渠,格栅渠内分别设置1台转鼓格栅。转鼓格栅的转鼓直径D=1200mm,栅隙2mm,装置角度35°,格栅渠渠深1300mm,渠宽1300mm。配套2台转鼓格栅冲洗水泵,扬程70m,流量20t/h,功率11.9kW。3.2 A/O池2条格栅渠的出水进入2个序列设置的A/O池,总容积为8060m3。厌氧池为前置的反硝化池,厌氧池中的异养型反硝化细菌应用来水中的有机物作为碳源,将混合液中的亚硝态氮和硝态氮复原为氮气。好氧池为推流式曝气池,活性污泥中的微生物在有氧条件下,可将污水中的有机物降解成CO2和H2O,将污水中的NH3-N氧化成亚硝态氮和硝态氮。来自MBR膜池中混合液回流至厌氧池实施脱氮。在好氧池中补充需求的碱度和营养盐。
A/O池的各项设计参数如下:厌氧池每系列尺寸11.35m×21.55m×5.5m,停留时间:6h,设置4台潜水搅拌机,桨叶直径650mm,转速470r/min,功率5kW。好氧池每系列尺寸27.25m×21.55m×5.5m,停留时间:14h;底部设置可升降式管式微孔曝气器,环形管道共32套,材质SS304,每套装置曝气管36支,材质为超高分子聚乙烯,每支曝气管的曝气量为5m3/h~14m3/h;气水比7.25,供气量49.55m3/h;污泥质量浓度为5g/L~8g/L;氨氮污泥负荷为0.009kg/(kgMLSS·d)。
为A/O池配套设计了3台曝气风机,出口风压为68kPa,风量为55m3/min,两用一备。配套设计了污泥回流管线,污泥回流比为3∶1。
该系统中,还配套设置了投加营养盐的成套设备和投加碳酸钠的成套设备。投加营养盐设计计划为参加质量分数98%的甲醇,投加量40L/h;投加碳酸钠的设计计划为参加质量分数20%的碳酸钠溶液,投加量为500mg/L。
3.3 MBR膜池
A/O池出水自流进入MBR分配渠后,平均进入MBR膜池,进一步去除污水中有机物,并将污水固液别离,MBR膜池一共分为7列,每列尺寸为10.95m×4.6m×5m。采用东丽公司浸没式平板膜作为MBR膜,型号TMR140-200D,膜通量12L/(m3·h),单组膜组件膜面积280m2,每列膜池装置18组平板膜。
每列MBR膜池中,设置1台产水自吸泵,变频控制,扬程12m,流量76t/h。每列膜池中,设置1台活性污泥回流泵,扬程7m,流量176t/h。活性污泥泵出口聚集到活性污泥总管,在活性污泥总管上,设置剩余污泥排放管线,并设置2台剩余污泥排放泵,扬程70m,流量40t/h。剩余污泥排放至原有污泥处置系统。配套MBR膜池,设置3台MBR膜风机,出口风压63kPa,风量85m3/min,两用一备。
MBR膜池的运转采用DCS远程自动控制。MBR膜池在正常运转的过程中,产水抽吸泵运转9min、中止1min,产水气动阀与产水泵同时运转和中止。MBR膜风机不断处于开启状态,MBR膜池的进气阀翻开和排气阀关闭,并调整坚持恰当的风量,使平板膜处于颤动状态。MBR膜池的液位维持在低液位1.3m和高液位1.8m之间。对MBR膜池的运转时间实施累计,当运转时间到达24h后,膜组件曝气管实施1次自动清洗操作。
MBR产水检测合格后,经MBR产水池提升泵,一局部送至循环水回用,另一局部进入超滤反浸透设备进一步处置。
4、工程运转状况
4.1 进出水的指标状况
MBR设备投入正常生产运转以后,运转指标根本稳定。该设备2016年12组A/O池的混合进水及MBR膜过滤后出水剖析结果列于表3。
3.jpg
氨氮的测定采用HJ537—2009《氨氮的测定蒸馏-中和滴定法》,油类的测定采用HJ637—2012《石油类和动植物油类的测定红外分光光度法》,化学需氧量的测定采用HJ/T399《化学需氧量的测定快速消解分光光度法》。
在正常运转状况下,该公司MBR设备的处置负荷为263m3/h。经过剖析数据能够看出,MBR设备的出水水质比拟稳定,可到达设计请求。MBR设备的进水COD均匀190mg/L,出水COD29mg/L,去除率87.7%,其中第一组数据和第三组数据的进水COD分别为273mg/L、287mg/L,大于设计指标250mg/L,但是出水的COD分别能到达35mg/L、28mg/L,依然在设计指标以下(≤50mg/L),阐明MBR设备具有一定的耐冲击才能。由于生活污水中含有少量油类,没有经过处置,直接进入MBR的A/O池,进水的油含量偏高,均匀值为10.31mg/L,这局部油类在A/O池内简直完整降解,出水均未检出油,同时经过最近几年的运转状况来看,也未形成平板膜的污染和梗塞。由于原系统高浓度污水生物滤池内氨氮去除效果较差,生物滤池的氨氮依然在150mg/L左右,造成MBR混合进水的氨氮依然偏高,均匀值到达40.45mg/L,大于设计指标(≤35mg/L)。经过调整增加A/O池碳酸钠的投加量,提供硝化反响需求的碱度,维持好氧池的pH值在7.5以上,MBR的出水稳定,未检出氨氮(见表3)。MBR设备对COD、氨氮等污染物有较强的去除才能,是由于在MBR系统中,膜将污泥有效地截留在反响器中,大大提升了反响器中活性污泥的浓度及其应用率。
4.2 MBR设备各项指标控制状况
MBR设备正常运转期间,MBR膜池混合液悬浮固体(MLSS)质量浓度为12.03g/L,混合液挥发性悬浮固体(MLVSS)质量浓度为7.32g/L,跨膜压差10kPa左右,压差增长较慢,在MBR系统运转一段时间后,一些有机大分子和颗粒悬浮物会堆积在膜面或膜孔内部,形成膜污染,使系统的出水量逐步降低,直到中止出水。实践运转中,每半年实施一次化学清洗,清洗后压差恢复较好。A/O池的污泥质量浓度在5.13g/L,MLVSS质量浓度在3.51g/L,污泥回流比为3∶1,剩余污泥排放量在100m3/d左右。好氧池溶解氧5mg/L,pH值7.5。在进水氨氮较高时,由于硝化反响比拟明显,好氧池pH值有降落的趋向,当pH值降落时,需求及时补充碱度,以维持生化系统的正常运转,确保氨氮的去除效率。从开车至2018年5月不断没有投加甲醇。
4.3 对污水处置系统的影响
MBR设备投入正常运转以后,根绝了二沉池跑泥对出水水质的影响,同时高浓度污水中携带的少量显色难降解物质得到去除,回用水呈现无色透明状态,剖析指标也稳定合格。由于回用水水质的改善,循环水系统可以稳定地回收MBR的产品水,同时剩余局部的产品水能够送至反浸透设备,进一步处置,得到质量更高的回用水,作为该项目自备电站脱盐水单元的补充水,减少了废水的排放,完成了该项目冬夏两季的水量均衡。
5、改造效果
5.1 鄂尔多斯煤制油公司污水处置系统MBR设备的工程运转电耗690.7kW,实践运转过程中,MBR膜每半年化学清洗一次,A/O池耗费碳酸钠71.3kg/h,处置污水的运转本钱仅为0.92元/t。
5.2 MBR设备可以有效地提升难降解有机物的去除率,有效地去除氨氮等污染物。由于微生物被MBR膜完整截流在生物反响器内,从而有利于增殖迟缓的微生物如硝化细菌的截留生长,系统硝化效率得以提升。同时增加了一些难降解的有机物在系统中的水力停留时间,有利于难降解有机物降解效率的提升。
5.3 MBR设备出水水质稳定优质,有利于废水的长期回用。由于MBR膜的高效别离作用,使活性污泥法的泥水的别离效果远好于传统沉淀池,处置出水明澈,悬浮物和浊度接近于零,细菌和病毒被大幅去除,出水水质好。同时,膜别离也使微生物被完整截流在生物反响器内,使得系统内可以维持较高的微生物浓度,不但提升了反响设备对污染物的整体去除效率,保证了良好的出水水质,同时反响器对进水负荷(水质及水量)的各种变化具有很好的顺应性,可以稳定取得优质的出水水质。
5.4 针对污水处置设备MBR二级生化设备的改造,自投用以来运转稳定,在处理原有生化系统回用水水质动摇问题的同时,提升了污水处置系统的抗冲击性能。
5.5 MBR设备操作管理便当,污泥排放量少,耐受冲击才能强,不易发作污泥上浮等现象。
5.6 平板MBR膜抗污染才能强,运用寿命长。经近3年的运转,平板膜未呈现污染梗塞及膜片梗塞的状况。
