铭盛环境——工业污水,工业废水处理专家,提供污水处理解决方案
化学合成类制药是指采用一个化学反响或者一系列化学反响生成药物活性成分的过程,通常会用到多种原辅资料,反响过程复杂,在各个环节都有产生废水的可能。化学合成制药生产一种原料药常常需求10余步反响,运用的原资料可多达30-40种。原资料投入量大,产出比小,应用率较低,原料总耗可达10Kg/kg产品以上,有的以至超越20Kg/kg,其中大局部物质最终成为废水、废气和固废,产生量大,成分复杂。
某制药有限公司主要从事头孢类原料药以及医药中间体的生产,年产200吨2-氨基-3,5-二溴苯甲醛及1200吨(s)-2-氨基丁酰胺盐酸盐医药中间体项目,属于典型的化学合成制药企业。企业废水执行纳管规范《污水综合排放规范》(GB8978-1996)的三级规范,其中氨氮和总磷执行《工业企业废水氮、磷污染物间接排放限值》(DB33/887-2013)相关规范。虽然排放规范不算严厉,但是思索到是化学合成制药废水通常会有含氰化物、含抗生素、高氨氮、高有机物的废水产生,其综合处置难度很大,如不针对有这些特性的废水采取有效的预处置措施,综合废水经过生化处置的达标排放压力十分大。笔者经过多年的研讨发现,化学合成制药过程通常产生六种典型性难处置废水,本文对三种典型性质废水分离处置原理和实践处置效果实施剖析和引见,以期对相似企业的废水管理提供有价值的参考。
1、含氰废水
含氰废水主要来源于选矿、有色金属冶炼、炼焦、化工、制革等工业生产,氰化物是剧毒物质,从环境工程和生物平安角度思索应十分注重含氰废水除毒处置问题。传统的含氰工业废水处理技术包括酸回收、膜别离法、萃取法、气提法、化学络合法、化学氧化法等。化学氧化法操作简单、易于完成工业化而被大范围的应用。化学氧化法是应用了氰化物在碱性条件下易于被氧化的特性。常用的氧化剂有含氯氧化剂、过氧化氢、臭氧等,含氯氧化剂的缺陷在于反响过程中可能产生毒性较高的氯代有机副产物,臭氧氧化由于其投资和运转本钱较高,尚未普遍用于处置含氰废水。因而,通常采用过氧化氢氧化比拟适宜。氰化物在碱性条件下被过氧化氢氧化为氰酸盐CNO-,然后氰酸盐继续水解成碳酸铵或碳酸氢铵。化学反响方程式如下:

由于过氧化氢与氰化物反响速率较慢,因而会添加金属离子催化剂,如常见的铜离子加快化学反响速率。同时,关于pH的控制问题,在酸性条件下,CN-会以HCN的方式挥发,对操作人员平安构成要挟。综合思索氧化速率和金属离子催化剂的沉淀问题,经过重复屡次的实验,选择在pH=9的条件下实施反响。
在本研讨的化学合成制药案例中,含氰废水主要来自于(S)-2-氨基丁酰胺盐酸盐生产的过滤洗濯段和含氰废气的水吸收过程。废水的CN-浓度分别为922mg/L和508mg/L,废水产生量分别是1.2m3/d和3m3/d,计算混合后CN-浓度为626mg/L。预处置办法是在车间内设置5m3的反响釜,采用双氧水在pH=9的条件下,在破氰釜内升温至80℃实施破氰处置,Cu2+投加浓度控制40mg/L,反响时间60min。虽然依照化学反响方程式(1),理论CN-与H2O2反响的摩尔比为1:1,但在实践操作过程中,思索到废水中除了CN-外,还有其他COD耗费双氧水,同时在碱性和高温条件下,双氧水本身存在合成,因而,研讨案例双氧水的投加量按摩尔比3:1实施过量投加,实践处置破氰终了后的废水中氰化物的含量小于1mg/L。含氰废水经过处置后,冷却降温,排放至综合废水调理池再实施生化处置。
2、含抗生素废水
抗生素废水的成分非常复杂,含有多种难降解的有机物和无机物,处置起来非常艰难。抗生素通常是杀菌物质,对微生物有较强的毁坏作用,废水中的抗生素需毁坏前方可进入生化系统。通常处置采用高级氧化对立生素的分子构造实施毁坏。
笔者分离原料与生产工艺研讨发现,本企业产生的抗生素主要为β-内酰胺类抗生素。该类抗生素是一类杀菌性抗生素,不只能够治疗人类疾病,在农业上还能够预防家畜感染,在日常生活中应用非常普遍。对其如何实施处置,提出采用水解毁坏分子构造的办法。水解反响发作在物质与水之间,是很重要的化学反响,许多抗生素容易发作水解。水解反响在酸性条件下、中性条件下及碱性条件下均可能发作,不过水解速率有所区别,水解反响可产生一个或多个产物,由母体化合物构造决议。抗生素的水解的主要环境因子是pH和温度。因而,依据实践产生水量5m3/d,新建30m3公开水池,采用封锁构造,便于保温,同时新增1000L液碱计量罐,用于寄存补加液碱运用。经过试运转,发如今pH=9,水解温度35℃,水解时间120小时的条件下,β-内酰胺类抗生素的水解率到达82%,可极大降低对微生物的抑止和毒性作用。
3、高浓度氨氮废水预处置
在化学合成制药生产环节,依据生产原料和工艺,会产生高浓度氨氮废水。关于高氨氮废水的处置,依据不同浓度有不同的处置办法。目前,普遍应用的办法主要有物化法和生物法。关于含高浓度的氨氮废水,不宜直接采用生化法对其实施处置,普遍采用物化法先对其实施预处置,大幅度降低氨氮浓度后,再采用生化的方式实施处置。物化法主要有吹脱法、电解法、化学沉淀法等,其中,吹脱法应用简单,是一种典型的被普遍应用的物理化学处置法。其化学反响方程式是NH4++OH-=NH3+H2O,详细操作是向高氨氮废水中参加液碱,升高废水pH值至11,由于OH-浓度增加,电离均衡向右实施产生氨气,然后再通入空气将液相中的氨气吹脱到空气中,从而降低液相中的氨氮浓度。
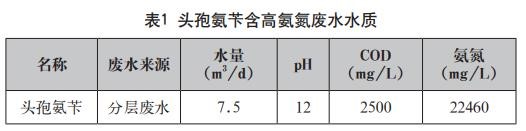
在本研讨案例中,高氨氮废水产生于头孢氨苄的分层废水,其水质状况见表1。依据整个厂区污水总量、生化处置请求及达标规范,在综合废水调理池中,氨氮进水浓度需控制在200mg/L以下。经过核算污水总量和浓度,该废水假如不经过预处置,则综合调理池氨氮浓度为为318mg/L,因而必需降低综合调理池中氨氮的总量。经过剖析调查,头孢氨苄分层废水氨氮浓度高、水量大,且本身pH呈强碱性,因而对其实施气体吹脱处置。
在化学合成制药过程中,高氨氮废水常常还具有高盐、高有机物的特性。至于普通废水同时具有以上两种或者三种水质特性的废水,本研讨将会继续讨论。在本论文的研讨案例中,该废水高氨氮的特性愈加明显,因而,仅思索只含有高氨氮废水的预处置。
本研讨案例是在车间设置4m3的反响釜,搜集后的废水进入反响釜中,通入蒸汽加热至60℃,同时通入空气实施吹脱,吹脱时间控制在60分钟,吹脱产生的氨气用稀硫酸实施吸收,生成硫酸铵溶液,回用到生产过程。经过预处置后,废水pH降落至7.8,氨氮总量减少100kg/d,综合调理池中氨氮浓度降落至约为150mg/L,保证生化系统的稳定运转与最终的达标排放。
4、结语
化学合成制药废水依据各生产工艺,废水品种多,性质各不一样,虽然排放规范不是十分严厉,但是假如各种有特性的废水不经过适宜的预处置手腕,混合后经过生化处置,达标的难度十分大。因而,选择适宜的预处置方式对不同性质的废水首先实施有针对性的预处置不只有必要,而且是最终出水能否达标的决议性要素。在含氰废水、含二氯甲烷废水、高氨氮废水的预处置,经过实践研讨案例,有对性的提出了采用双氧水碱性氧化、蒸馏和加热碱性吹脱的预处置方式,均获得很好的效果,为其他相似的化学合成制药和其他化工生产废水的处置具有重要的参考和自创价值。
